马佐利清梳联工艺技术性能浅析
1Marzoli清梳联机组的特点
自1990年以来,我厂在充分比较世界主要纺机厂家生产的清梳联设备的工艺技术性能的基础上,以选择质优价廉和满足使用要求的前提下,曾先后引进了三套意大利Marzoli公司制造的清梳联。其工艺流程基本一致(梳棉机采用了三种型号),具体如下:
B12/E型自动抓棉机→B160型金属剔除器→B142型四仓混棉机→B31/1型双打手轴流开棉机→B142型四仓混棉机→

Marzoli清梳联流程组合配置,体现了精细抓棉,充分开松混合及清杂的特点。尤其两台B142型四仓混棉机械的串联使用,有创新特色。
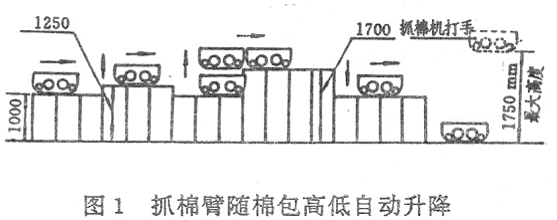
1.1多包抓取,精细抓棉
MarzoliB12/E自动抓棉,较好地实现了从清棉工艺一开始就多包细抓成小棉块并为以后的混合和除杂打下良好的基础。它的特点:
(1)多包取用
B12/E抓棉机棉台装包量在60包以上,可以灵活增减,是普通抓棉机上包数量的3倍~4倍。实现了多包取用、均匀抓取的目的,可以避免抓棉中的黄白色差,提高成纱质量;可以充分发挥不同原料纤维间的性能互补;减轻了操作工频繁的上棉包的劳动强度及频繁的调换棉台和停车的次数,对稳定抓棉机的产质量有利。
(2)精细抓棉
B12/E型自动抓棉机为齿状刀片式双打手结构,同时抓取原料,而普通抓棉机为单打手。因此在充分提高设备运转率的前提下,可以充分实现打手对原料的细抓棉、勤抓棉及开松的作用。这是普通抓棉机无可比拟的。曾做过B12/E型机与A002型机所抓棉块重量的对比试验,B12/Z型机抓取的棉块重量平均为31mg;A002型机抓取的棉块重量平均为140mg。所以普通抓棉机抓取的棉块重量大约是B12/E型机的5倍。因此B12/E型机具有精细抓棉性能。
(3)气压控制抓棉量
B12/E型抓棉机打手在抓
(4)安全生产措施灵敏可靠
当原料中混有金属杂物或湿棉时,打手下方的平行肋条间构成“短路”,接通传感器而自动停车;有完整的事故报警装置及金属剔除装置等,能预防事故的发生或事故隐患之存在。
1.2原料混合充分均匀
由于Marzoli清梳联工艺流程中采用了两台B142型四仓混棉机的串联使用,且在其两台之间又有B31/1型双打手轴流开棉机配置,因此原棉在抓棉后初步开松的基础上进行混合,而后又经B31/1型开棉机进一步开松清杂后再次在B142型混棉机上进行混合,最后进入串联式的两台B34型的开棉机和清棉机上分别进行进一步的开松和清杂,从而完成了原棉在开清棉联合机组上的“混开清”作用,并通过清梳联装置的输棉风机将原料送向梳棉机。
1.3多松少打、早落少碎、开梳结合
Marzoli清梳联的开棉机械较好地体现了开清棉工艺应多松少打、早落少碎、开梳结合的原则。原棉的松解作用由扯松和开松两个层次的工艺来完成。
(1)首先原棉由B12/E型自动抓棉机进行了初步开松(精细抓棉作用),而后由B31/1型双打手轴流开棉机的一对角钉式打手共同对原棉在自由状态下进行充分的扯松,并且大量落杂。由于这种开松打击是自由状态下的打击,打手角钉密度又很稀,所以对纤维的损伤小,但扯松效果较好。
(2)原料经B34型开棉机(即一台刀片式开棉机和一台梳针式开棉机),在握持状态下经两个打手的不同作用,完成了“开梳”作用。使送向梳棉机的原料已成为较小的棉束和去除了大部分的杂质。
1.4自动化程度高,
Marzoli清梳联自动化程度高,“机、电、气、仪”四位一体,自动控制,全流程实现无回花连续喂棉。
Marzoli清梳联流程中后方机台的喂棉量由前方机台贮棉箱中的光电装置或压力传感器控制,实现了全流程各部位机台的连续喂棉效果,这种喂棉对稳定生产、稳定生条重量和减少生条重不匀起到重要作用。
1.5梳棉机高速高产、分梳效果良好
Marzoli梳棉机属高速高产型设备,最高产量可达60kg/台·h,大压辊出条速度可达250m/min,总牵伸范围在82倍~240倍之间,锡林转速达300r/min~600r/min,道夫转速在16r/min~65r/min,刺辊转速在300r/min~1100r/min,并具有定长、满筒自动落筒和换筒机构。
设备结构特点:
(1)喂棉部分有防轧装置。当棉层超厚或硬杂物进入时,给棉罗拉抬高,并通过弹簧接触器实现停止喂棉,道夫停转,避免发生轧车事故与损坏机器。
刺辊采用大直径(φ350mm),小漏底加装分梳板。由于采用了大直径刺辊及加装了分梳板,因此刺辊可适当降速,有利于气流稳定,同时也有利于对喂入筵棉的分梳和除杂效果的提高。
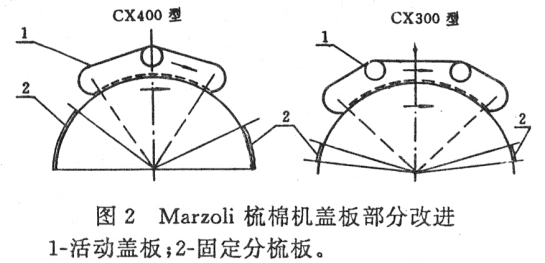
(2)锡林盖板梳理区及预分梳部件
Marzoli梳棉机对锡林前后罩板处,从设计上多增加了若干固定盖板,有利于提高梳棉机对纤维的分梳和平行伸直度。大量去掉纤维中粘附力较强的细小尘杂。实践证明,由于增加了对纤维的预分梳和再分梳的作用,使得整机分梳除杂效果加强,提高了纤维分离度,棉网清晰,生条外观光洁不发毛。
(3)剥棉机构和棉网输出装置
Marzoli梳棉机的剥棉机构既有回转导轮罗拉式剥棉,也有回转式导带剥棉,而且后者更具优越性。这两种剥棉形式及棉网输出方式(尤其导带剥棉)较新颖,可以避免棉网在输出过程中发生断裂,即使高速输出时,断头也较少,而且操作方便。
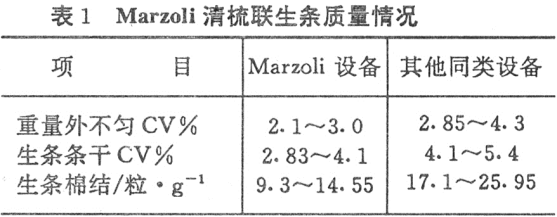
2梳棉生条质量分析
Marzoli清梳联生产稳定,质量优于同类设备,经连续四个月观察测试生条重量外不匀CV%、生条条干CV%及生条棉结质量指标如表1。
3Marzoli清梳联技术的新发展
近几年来,Marzoli公司在为进一步提高“清梳”纺纱设备方面的“混、开、清、梳”作用,达到最理想的高产优质产品的目的,因此对“清梳”设备中的某些单元机台在结构设计上又有了改进和新发展,进一步优化了工艺技术性能,有的独具特色。例如:
(1)B143型混棉机,是在原B142型混棉机的基础上,将原来采用的耙式配棉帘输送原料到多棉仓的原理改进为用气流式输棉,结构简单可靠,而且增加了棉仓内的贮棉密度和贮棉量。另外在该机下方出棉口处可以选择加装一套清杂器装置,可以清除输出原料中的一部分杂质,达到了混棉机也可除杂的作用,这是一个特色。
(2)B151型清梳联输棉风机装置,比原来结构较为简单的B150型输棉风机有较大的改进和创性特色。B151型机由风机、凝棉器、贮棉斗等组成一个系统。这种输棉风机装置对原料输送稳定可靠,另外可贮存由B34型梳针开棉机向梳棉机供棉过程中的余棉,防止B34型梳针开棉机堵轧车现象。
(3)梳棉机分梳除杂元件的较大改进。Marzoli新型CX400型梳棉机,在分梳元件组成结构上则不同于原来的C41、C300、CX300型等机型。CX400型梳棉机则独具特色,其主要特点
(4)B36型卧式开棉机较原B34型机也有改进。B36型开棉机在打手结构形式上突破了过去一般采用的刀片豪猪式、三叶式和梳针式的结构,设计出了粗型角钉辊筒式和锯齿辊筒式打手,并在打手下方的尘格上可选择的加装1块~2块分梳板,这样做更有利于提高本机的开松清杂效果,也有利于对不同原料不同处理要求时打手形式上的可选择性。
(5)B138型改进型喂棉箱,主要是上部贮棉箱喂棉罗拉直径比原来B136C型的直径略有放大,即由原来的φ125mm改为φ150mm,并且罗拉表面包覆针布,这既有利于对喂给原料的握持作用,也有利于对原料的开松作用。
(6)B12SB型自动抓棉机的结构和外表造型也比原来的B12/E型机有较大改进。例如:
①B12SB型机在其打手的前后两侧加装了两个片状圆形锯齿状压棉辊,而B12/E型机上是没有的。
②打手传动电机在B12SB型机上是放在打手防护罩壳内,而在B12/E型机上则是置于防护罩壳外。
③B12SB型机的打手架外形造型也胜于B12/E型机打手架外形。
4用好清梳联的几点注意事项
清梳联工艺被广泛采用来替代清棉、梳棉工序间的分段式生产过程,这是根本性的发展方向和必然之路。
目前清梳联生产厂家和牌号较多,但从总体上看,它们的工艺流程和设备组合配合方面大致相仿。但也不否认有各自的一些特点或特色。要充分发挥清梳联的先进的工艺技术性能,保证正常的运转生产,因此应予高度重视以下几点:
(1)使用者(包括技术人员、操作使用人员、维修保养人员)必须十分清楚地掌握清梳联的结构、工艺、技术性能、维修保养要求,吃
(2)根据设备制造厂使用说明的规定和要求,要选择性的结合我国设备维修保养的经验,正确执行设备的维护保养,特别注意设备供应厂家提出的在设备维护工作中的一些特殊规定和要求。
(3)要掌握设备易损易坏零部件的情况,机上气、电、仪元件的使用周期或寿命长短,贮备必要的数量的备用件是很重要的。
(4)十分注重设备的润滑技术规定和要求,严格润滑油脂的选用。对代用的油脂必须作严格的物化指标鉴定。
(5)清梳联设备上的“气、电、仪”装置是高科技应用,是清梳联设备自动化、连续化生产运行正常稳定的关键;是高速高产优质的基本保证。因此,在日常使用中要特别加强检查工作,发现问题及时处理,保证灵敏可靠。
(6)清梳联设备投产运行后要尽可能做到连续生产,除故障坏车等因素外,减少停车,这样做既能发挥设备的高效率运行,又有利于稳定生产质量。
(7)与清梳联配套的滤尘设施、风机等辅助设备性能质量必须稳定可靠,严格按照主机设备在工艺技术性能方面的要求配置,以利于清梳联设备的正常运行。
(8)要保持生产车间温度湿度的稳定,防止波动,符合工艺要求。
北京第二棉纺织厂施镜明
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


