国外清梳联技术中开清棉流程新动向
近年来国外著名纺机厂认识到清棉流程及清梳联的重要性,纷纷开发新的清棉流程及高效清棉机。
赫格特公司做了专项试验,用100%美国AcalaElpaso棉,长度30mm,细度1.63dtex,原棉含杂率2.3%,纺普梳27.8tex纱,经分析成纱千米细节中由杂质形成占21.2%,千米粗节中由杂质形成占38.9%,千米棉结中由杂质形成占57.9%。认为清梳造成的纱疵缺点是以后工序无法弥补的,为此各国纺机厂开展提高清棉除杂效率的技术竞争。
1关于精细抓棉
开清棉设备的现代化主要是抓棉机的微束抓棉效果,对缩短开清棉流程,提高混合除杂效率均与此有关。立达A1/2型抓棉机所抓棉块平均36mg,特吕茨施勒尔BDT019型机平均30mg,赫格特0PTⅡ型机平均25mg。经调查国内抓棉机所抓棉束大的原因,主要是抓刀下的肋条间距较窄,仅为52mm,而立达、特吕茨施勒尔等公司肋条间距较宽,在100mm~102mm。国内原抓刀伸出肋条7mm~15mm,而国外抓刀缩进肋条3mm~5mm。搞清楚微束抓棉是靠肋条紧压在棉包上,棉层在肋条间突出部分被抓刀抓取,而不是抓刀伸出肋条外去抓,后者所抓棉束就大。江苏澄江纺机厂根据这个原理开发了CJFA102D型抓棉机,将抓棉机肋条放宽到104mm,刀片缩进肋条距离0.5mm~5mm,再加上经过改造的打手,采用里外稀密布置,由原设计为2:1改进为3:1,与实际运转最外点与最里点的线速比为3.4:1差异更趋吻合,从而达到精细抓棉,抓取棉束重量原来是120mg/块,现在为20mg/块~40mg/块,已接近国际水平。
2生条含杂率与成纱纱疵
生条含杂率与成纱纱疵的关系如表1。
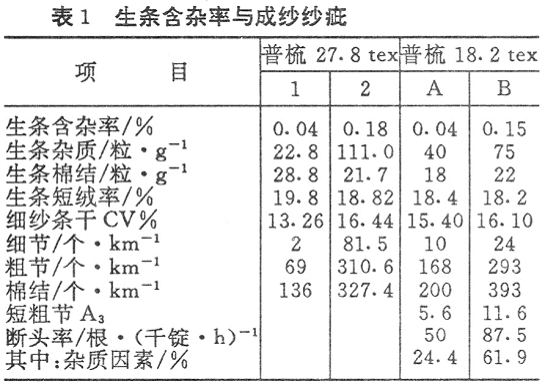
普梳纱提高清棉除杂,可以减少成纱十万米纱疵A。短粗节数及减少细纱断头率。
转杯纱提高清棉除杂可以减少成纱十万米纱疵短粗节A。数及断头数
3进一步提高开清棉除杂效率
清棉机组的除杂效率高,可以减轻梳棉机的负担。如果清棉及梳棉均是高效清棉作用,可用低级棉来纺出好纱,所以好的清梳联是纺纱厂质量和经济的关键。
为了保证成纱质量,清梳除杂合理分工,很有必要。传统梳棉机后车肚落棉中含杂率与棉卷含杂率有关,后车肚落棉中含杂率一般达50%以上。在棉卷含杂率达1.3%以上时,落棉中含杂率低于50%,生条含杂率上升,所以棉卷含杂率1.3%是它的平衡点,如A186[)型梳棉机用棉卷含杂率在1.3%~1.4%时,生条含杂率达0.15%,环锭纱将出现二级纱,细纱机断头亦增加。现在新型梳棉机在固定分梳板区增加除尘装置如MK5、DK760、DK803等型梳棉机比A186D型提高除杂效率5%~8%左右,A186D型棉卷含杂率在O.89%生条含杂可达0.04%,而MK5型梳棉机棉卷含杂率在1.3%~1.4%时生条含杂率可达0.04%,DK760、DK803型可达0.089/6。
赫格特、立达与克罗斯鲁尔等国外纺机厂对开清棉设备开展了提高除杂效率的技术竞争。
(1)赫格特一霍林斯沃思公司对纯棉精梳11.7tex纱生产的针织布面上许多微粒,经大量调查研究发现微粒中的50%~100%是由纤维缠绕着杂质微粒而形成的,同时还发现残留杂质的存在直接影响着成纱的质量,与粗节、细节、棉结的形成密切相关。
霍林斯沃思公司建立在高度发展的金属针布技术基础上开发设计的主除杂设备,根据梳棉机刺辊除杂原理采用了两项针布专利。①在主除杂机的给棉罗拉传送刺辊和主除杂刺辊上使用了特殊针布(专利)。②分梳板采用的是弧形分梳板(专利)。
赫格特开清设备的特点:可同时抓取384包,抓取棉块14mg~25mg,按机械规律均匀混合,渐进开梳,从抓棉机、双轴流及由交叉混棉与主除杂合而为一的M.ACl000型主除杂机组成。主除杂机中有角钉辊、传
主除杂设备自1987年以来,已有两次大的改进,原棉含杂率4.8%时,MACI型机除杂效率73%,MACⅡ型机是82%,MACⅢ型机是87%。原棉含杂率2%时,除杂效率可达70%,河北遵化棉纺厂原棉含杂率2%中软籽皮较多除杂效率达60%。
(2)随着传统开清棉设备除杂效率的提高,纤维损伤亦增加,落棉量亦增加。立达公司对提高开清棉设备除杂效率有一种新的思路,他们主张对纤维进行柔和处理,可少损伤纤维且能节省原棉。立达公司开发出B1型开棉机是用特殊角钉的打手将原棉呈螺旋形导向三角尘棒表面6次,从而使除杂效率比单轴流开棉机提高了近两倍,且节约用棉O.3%~1%。原棉呈浮游状态下的自由打击,保证了原棉长度、弹性、强力不变,不会由于过度打击而增加棉结和短纤维,这样提高了第一个清棉点的清棉效率,剩余的杂质在高效清棉阶段清除时,不必要再经强烈打击。
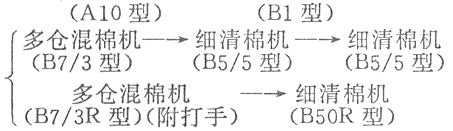
(3)克罗斯鲁尔开清棉流程处于温和的渐进的开清过程中,在防止产生棉结的措施上,取得突出的全面的工艺效果。
在多仓混棉机的每个棉仓下面设置矩形刀片打手,在原抓棉机抓取棉束细小的基础上进一步使棉束再减小。不主张用轴流开棉机,因为偶尔也会产生萝卜丝,而主张用三滚筒清棉机去除大杂,第一只打手为角钉排与一只包有锯齿条的给棉罗拉相配合,提高了开松效果。第二、三只打手采用较稀的矩形刀片,自由打击有利于除杂而减少棉结产生。三个打手速度分别为570r/min、720r/min、900r/min。机与机的连接主张用输棉风机,不主张用凝棉器以防止棉结的产生,一般多仓与三滚筒清棉机结合,多仓与角钉梳针打手清棉机结合。组合式开清棉机原棉喂入用气压控制,经角钉打手打入下箱,细开松的主打手为锯齿打手,下面的分梳板是用角钉组成而不是锯齿组成,这使开松
4近年来的开清棉新流程
近年来国外纺机厂开发出清棉新流程有:
4.1立达公司
自动抓棉机→单轴流清棉机→
(A10型)(B1型)
4.2赫格特一霍林斯沃思公司

4.3克罗斯鲁尔公司
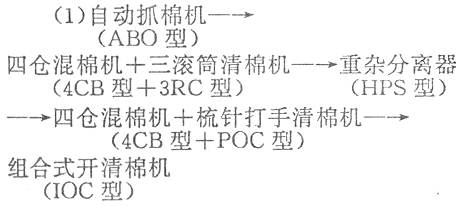
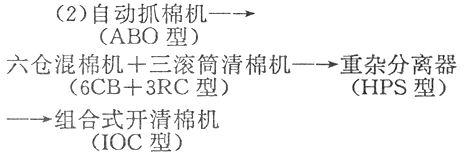
4.4特吕茨施勒公司
4.5江苏澄江纺机厂

注:澄江细清棉机有四种型号可任选(1)CJ-FA106B型;(2)CJFA107A、B、C、D、E型;(3)ERMB5/5型;(4)CJFA108型三刺辊开棉机。
澄江纺机厂实践中认为预清棉用双轴流及混开棉机较好,双轴流把在小棉束外的杂质除去而小棉束中杂质依赖A035B(C)型机除去,这样再被精细清棉机处理小杂质,比较有利。
以上立达及澄江纺机厂重点在预清棉。特吕茨施勒尔重点在三刺辊CVT3型清棉机。赫格特重点在主除杂清棉机。克罗斯鲁尔重点在头、尾清棉机。
以上清棉流程均贯彻多包取用,精细抓棉,大容积混和,自由打击除大杂,减少握持打击,梳打结合,以梳为主的工艺技术路线。
各流程实际使用情况如表2。
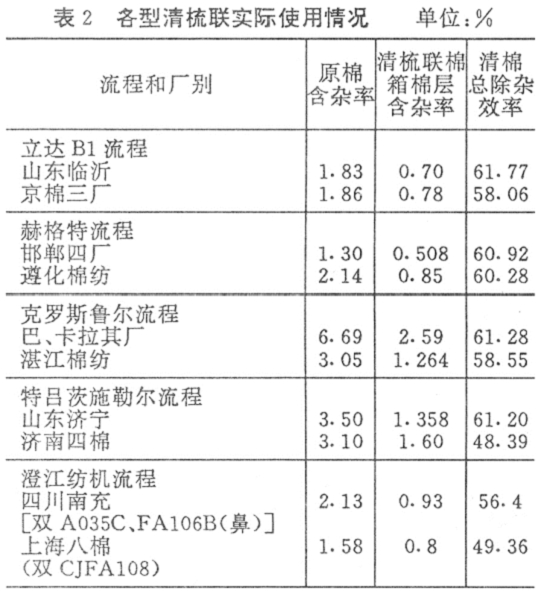
以上现代清棉流程除杂效率一般规律如下:原棉含杂率在3%情况下,清棉除杂效率在55%~60%;原棉含杂率在2%情况下,清棉除杂效率在50%~55%。
中国纺织总会瞿建增
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


