国产清梳联的发展现状及展望
1基本情况
清梳联在国际上早已被公认为一项成熟的技术,由于它具有提高成纱质量、减少回花量、减轻劳动强度、节省劳动力、改善生产环境等优点,在国外已得到广泛应用,目前工业发达国家约占棉纺总锭数的50%以上。近几年国际纺织机械展览会上已不见成卷机。我国改革开放以来,各地先后全套引进清梳联大略统计约190余条生产线,加上局部引进与国产清、梳设备配套,至1995年底接近210条生产线。
国产清梳联技术发展大体分三个阶段。第~阶段为50年代末和60年代初,当时由于金属针布的引进,使梳棉机的产量有所提高,国内开始研究清梳联。但受技术所限,采用有回花输棉方式,目前河南会兴棉纺织厂和青岛五棉仍在使用。第二阶段为80年代中期至90年代初期,由于全套设备的引进和国际技术的交流,借鉴国外先进经验,各地纺机企业研制的新型清、梳设备,产量和质量都有较大提高,清梳联技术的研究也提到议事日程,原纺织部曾先后在北京、上海和无锡马山组织过三条试验线,除马山生产线在更新改造外,其他两条线因质量不过关已拆除,没有得到扩大和推广。第三阶段为1993年以后,客观形势给国产清梳联的研制带来机遇:①原纺织部把清梳联技术列为“八五”四项重大科技攻关项目之一;②为了缩小与世界先进技术水平的差距,占领市场,引起了各地纺机厂的重视;③棉纺织企业大量引进无梭织机,自动络筒机和并粗设备(包括采用消化吸收的国产新型设备),已深感清梳改造的必要性。在此情况下,一方面国家已正式把清梳联技术纳入攻关计划,另一方面在消化吸收国外技术的基础上,棉纺织企业和有关纺机厂联合,采取部分引进组成清梳联生产线,既有国产开清棉机组配进口梳棉机组的,也有国产梳棉机配进口开清棉机组的,两种形式在生产上都取得了良好效果。这一做法大大推动了国产清梳联的研制。首先是金坛纺机
1995年11月,中国纺织工程学会在青岛召开了“清梳联学术讨论与经验交流会”,与会代表通过现场参观,会议交流和讨论取得共识,认为国产清梳联已基本成熟,可以积极稳步推广。两年多来,由于纺机厂和棉纺织厂的共同努力,不断提高单机和整个系统性能,国产清梳联在各省约已推广40余条生产线(正式投产约20余条),而且正在逐步扩大。如包括和国外设备配套的约近60套,这样清梳联约占我国总锭数的8%~9%。
2国产清梳联技
国产清梳联能否推广,大家关心的问题是:①由于产量提高,全系统除杂效率能否保证成纱质量要求?②取消传统的棉卷工艺,生条重量不匀率改善情况怎样?◎全系统运行稳定性如何?通过近几年的研究、实践、改进,已取得可喜成果。
2.1目前国产清梳联几种主要模式
2.1.1金坛一青岛纺机的清梳联
SFA008型往复抓棉机→JFA019型多功能探除器→SFA035C型混开棉机(附A045B)→FT201B型输棉风机→FA102B型单轴流开棉机(可跳过)→119A型火星探除器→FA025A型多仓混棉机→FA111B型开清棉机(附强磁铁装置)→FT201B型输棉风机→119A型火星探除器→FT301型连续喂棉控制器→FA172A型喂棉箱→FA201B型梳棉机(附SLT-4自调匀整器)
(注:也有不采用JFA019,把火星探除、重物分离、金属探测器分别装在输棉管道上。另外,老厂由于厂房面积所限,可采用两台FA002型圆盘抓包机并联。)
2.1.2郑纺机的清梳联
FA006型往复抓棉机→TF27型桥式磁铁→JTJ-3型金属探测器→A045B型凝棉器→TF30型重物分离器→FA103型双轴流开棉机→FA022-8型多仓混棉机→FAl06B型豪猪开棉机(附A045B)→TF3l型吸铁装置→FA031型中间喂棉箱(附A045B)→FA108E型锯齿滚筒开棉机→TF34型磁铁→FA151型除微尘机→FA177型喂棉箱→FA221A型梳棉机(附
(注:原棉含杂多时,可在FAl03型机前加一台FA016型混开棉机。)
2.1.3金坛一西北机器厂的清梳联
BDT019型抓棉机→桥式磁铁→JFA019型多功能探除器→FAl02A型单轴流开棉机→JFA001型气动配棉器→119A型火星探除器→FA025A型多仓混棉119A型火星探除器→FA025A型多仓混棉机→FA111型开清棉机→FA111B型开清机→FA111型开清棉机→FA111B型开清棉机→输棉风机→119A型火星探除器一棉机→输棉风机→119A型火星探除器→FA172A型喂棉箱×6→FA211B型梳棉机→FA173型喂棉箱×6→FA211B型梳棉机×6(附YZ-1/ZF型匀整仪)×6(附YZ-l/ZF型匀整仪)
2.1.4开清棉老机改造的清梳联
A002型圆盘抓包机(两台并联)→119A型火星探除器→MD901型金属探测器→FC6-48-11型输棉风机→A035C型混开棉机(附A04585.5)→FA025型多仓混棉机→A036型开棉机(鼻形打手、附A045B)→A036C型开棉机(梳针打手、附A045B)→FT201B型输棉风机→119A型火星探除器→FT301型连续喂棉控制器→FA172A型喂棉箱→FA201.B型梳棉机(附STL-4型自调匀整器)
2.1.5上海纺织机械总厂的清梳联
目前主要是进件组装。
2.2国产清梳
2.2.1开清棉流程贯彻了“多包取用、精细抓棉、均匀混合、渐进开松、早落少碎、以梳代打、少伤纤维”的工艺路线
在抓棉方面,往复抓棉机和圆盘抓包机(并联)同时存在(后者由于造价低和占地面积小,适于老厂改造),均可保证堆放48包(国棉)以上原棉。为了克服圆盘抓包机抓取棉块大和离散性大的缺点,均和SFA035C型机配套使用。在开清棉方面,两条线预开松分别采取FA016+FAl03型机(也有不用FA016的)和SFA035C+FAl02B型机,对筵棉进行自由打击、开松,可排除较大尘杂。郑纺机在多仓混棉机后还采用了FAl06B型机(鼻形打手)、FA031型机(角钉打手)和FAl0BE型机(锯齿滚筒)不同形式的打手,对筵棉进一步精细开松和排出细杂,金坛纺机采用FA025A型机(梳针滚筒)和FAlllB型机(锯齿滚筒)进行精细开松和排细杂,各机主要打手均采用变频调速,可根据原棉含杂情况,调速简便。两条线握持打击点2~3个(有间道装置,可根据原棉情况,减少打击点),在原棉含杂率2.0%~2。5%时,开清棉除杂效率可达50%~55%。多仓混棉机分别采用FA022-8型机和FA025-6型机,实行大储量和延时混棉,混棉效果好。
2.2.2梳棉机高产优质
我国几个主要纺机厂家在消化吸收引进梳棉机的基础上,结合我国研究高产梳棉机的经验,已生产的几种新型梳棉机,产量一般均在30kg/台·h~40kg/台·h(有的可达50kg/台·h),其特点均具有机体强度增加、加工精度提高、刺辊下加装分梳棉、锡林前后加装固定盖板、采用O.56mm的小踵趾面盖板(顺转、逆转均有)、采用新型高性能优质针布、加装棉网清洁器、机上增加吸尘点、采用机上连续吸、机外间歇、道夫变频调速等措施。可以保证梳棉机在高产情况下,除杂效率达90%以上。FA201B
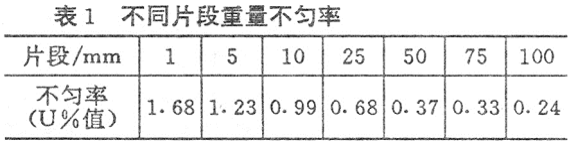
2.2.3控制系统的设计不断改进,使生条不同片段的重量不匀率有了突破性的改善
清梳联替代了传统的棉卷工艺,生条不同片段的重量均匀能否保证,关键取决于筵棉输送控制系统的设计。过去国产清梳联其所以没有推开,主要原因之一就是生条重量偏移,定量失控。在消化吸收国外控制系统经验的基础上,结合我国实际情况,现今采用了PLC可编程控制、变频调速、压力传感器、加装各式自调匀整器等微电子技术,使生条定量的控制得到大大改善。不断改进设计,抓住了三个主要环节,一是从开清棉到梳棉必须无级连续供棉(最初采用快、慢、停方式),使棉流棉气比相对稳定,输棉管道内压力波动小,以求得各配棉头落下量尽量一致。郑纺机清梳联采用两个自由度的PLD调节器加上模拟控制,使供棉量稳定地适应梳棉机不同开台数,整个流程无论开几台梳棉机,管道压力都能始终维持在800Pa士50Pa范围内,保持了各上棉箱的棉层密度均匀。青岛纺机则根据配梳棉机台数和产量的调整(运行中开台和道夫速度的变化),选择合适的风量及输棉风道压力值(风压传感器在首台梳棉机配棉头前端),采用了FT301型连续喂棉控制器实现比例跟踪控制,把两种信号汇集在一起,通过调节回路,驱使FA111B型清棉机给棉罗拉实现变频调速,灵敏度高,保持压力稳定(一般在士20Pa),连续喂棉。二是上下棉箱间供棉方式采用变频调速,比快慢速好,控制精度高,使下棉箱纤维密度稳定,消除台间差异,提高生条各个不同片段的均匀性。青岛纺机、西北机器厂喂棉箱属此型。三是梳棉机上加装自调匀整器,实行在线检测自控生条输送重量。前两项是基
自调匀整器,国外设备多采用混合环,以改善生条长、中、短片段的均匀度,但价格昂贵。目前国内采用的有瑞士洛菲公司的SLT-4开环形式和台湾东夏开环形式,有无锡雷声电子厂和西北机器厂的YZ-1闭环形式,还有中国纺织科学研究院和青岛纺机厂研制的FT023混合环形式,青岛纺机厂最近又研制了FT024开环形式,都能起到改善生条重量不匀率的作用。但进口件运行相对稳定。只要加强生产管理,控制好生条班、日间重量偏差,开环自调匀整也可保证成纱重量CV%值达到乌斯特89公报25%的水平。
2.2.4生条短绒问题
引进的清梳联,由于开清棉机械流程短,必须强化纤维开松度和提高除杂作用,梳棉机也由于产量的提高,不但提高了梳理件的速度,同时还增加了分梳点,这样在保证生条结杂质量的情况下,带来的问题是生条短绒含量比传统工艺有较大的增加。特别是经过梳棉机,一般生条含短绒率比棉层含短绒率增加5~7个百分点,有的厂工艺参数选的不当,超过10个以上百分点,但也有的厂提高排尘管负压,采取大排的方式,仅增加1.3个百分点(用棉量增加)。从多数厂看,生条短绒含量在18.5%以内,纺制精梳纱,只要后工序设备优良,工艺参数合理,成纱质量可达到乌斯特89公报25%的水平。国产高产梳棉机也同样存在此问题,生条短绒含量偏高,一般都在20.0%以上,主要视原棉(含杂、细度、成熟度、短绒)情况,来选择开清棉流程中的打手形式、打击方式,合理清梳工艺参数(包括滤尘),既要注意短绒的变化,同时也要注意杂质、棉结的变化,在实践中探索,可以获得较好的效果,如高唐棉纺织厂、万县棉纺织厂生条短绒含量在16.5%~18.5%。
2.2
国产清梳联不但能满足普梳、精梳和转杯纺等各种纺纱工艺要求,也能适应棉、合成纤维、粘胶、羊绒等不同原料的纺纱生产。我国棉、涤纶纱约占总产量的30%,用清梳联加工纯涤纶,可解决开清棉拔杠难和梳棉粘卷、回花多的难题,既减轻工人劳动强度,又可大大提高产品质量,更具有推广价值。
2.2.6运行稳定性有很大提高.
清梳联是把开清棉工序和梳棉工序连成一个完整的系统,并要有一定的滤尘设备与之相匹配。不仅仅由于某个单元机台或辅助设备发生故障会影响整个系统的正常运行,即就某个电气元件发生故障,也会影响整个系统的运行和生条质量。大家最关心的是国产清梳联运行的稳定性。经过几年的努力,改进材质,加固主件,提高加工精度,优选电气元件(特别是关键件,如变频器、压力传感器、可编程控制器采用进口的、其他大多数元件均采用中外合资厂产品),系统加装重物分离器、金属探除器、火星探除器和防轧装置等安全措施。和主机相匹配的滤尘器有板式和蜂窝式,采用落棉自动排除,运行都比较稳定,这样就保证了国产清梳联运行的稳定性有很大提高。
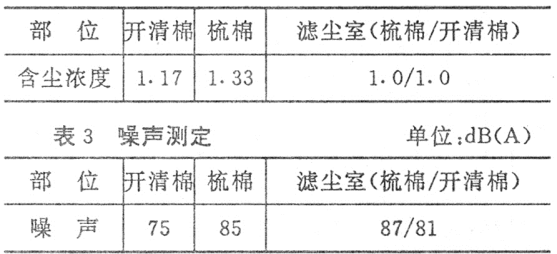
2.2.7生产环境得到很大改善
采用清梳联后,生产环境得到很大改善,空气含尘量和噪声都有所降低,潍坊四棉测定数据如表2、表3所示。
2.3棉纺织厂积累了使用经验,为逐步扩大推广创造了条件
随着国产清梳联的扩大使用,不少棉纺织厂总结出一套行之有效的运转、操作、设备维修管理、质量管理等方面的经验。如潍坊四棉建立专职维修队伍,三班连续运行,每天集中停车两小时,进行大清扫和预防检修,并根据《运转班设备运行状况记录簿》、《生条质量跟踪图》和《设备运行状态监控表》、《设备维修记录表》,改变了传统的周期平修方式,而实行“一簿、一图、二表”的状态管理下的状态维修制,使各机台始终保持良好的运行状态和减少机台间质量的差异。德州棉纺织厂的计划性部
3对国产清梳联发展的展望
随着无梭织机和针织机数量的扩大和产品开发,对原纱质量愈来愈提出更高的要求,促使棉纺织企业重视清梳工序技术的改造。目前,连同引进设备,我国使用清梳联也不过占棉纺总锭数的8%~9%,说明清梳联的市场很大。国产清梳联技术已成熟,可供用户选择使用。从目前投产的生产线看,生条质量大大优于传统工艺,后工序与国产FA系列设备配套,成纱质量也大幅度提高,已越来越被广大用户认可并受到欢迎。但应该认识到,国产清梳联仍处在起步阶段,和国外先进设备对比,仍然存在着差距。我们应在已取得成绩的基础上,精益求精,再上新水平,加强自主开发,向国际先进水平靠拢,以国产设备替代进口设备。
3.1当前国外清梳联技术动态
清梳联技术在国外经近十年的迅速发展,已被广泛应用。几个著名厂家不断改进、完善自己的产品,以期占领更多的市场。总的来看,有以下特点。
3.1.1继续向连续化、自动化发展
往复抓棉机可做到在抓棉过程中,根据棉包的密度和高度不同,自行调节抓取辊插入棉包的深度;有的公司使棉包的开包喂入自动抓棉机连续化、自动化;梳棉机生条条筒运输自动化,为纺纱车间从棉包喂入到络筒筒子输出,整个纺纱过程实现连续化、自动化创造了条件。日本近藤纺绩所堀金工场(21世纪初样板厂)已实现纺纱全过程连续化、自动化。
3.1.2开清棉机械流程趋向更短
从95米兰国际纺机展几个主要厂家展出的清梳联设备看,一般均采用两个清棉点,即一抓、一开、一混、一清的工艺流程。预开松和混棉机械差异不大,如往复式自动抓棉机,双轴流或单轴流开棉机,六仓或八仓混棉机过去都有介绍。而重点是统一考虑除杂,清、梳合理分配,研究提高精开清棉
3.1.3梳棉机高产优质
多家公司梳棉机出条速度可达300m/min,产量可达100kg/台·h~120kg/台·h,为了在高速高产条件下能保证生条质量,工艺部件大体相同,如刺辊下部加装除尘刀、分梳板,增加前后固定盖板和棉网清洁器,采用盖板逆转,增加机上吸尘点等。变化较大的是特吕茨施勒尔公司的DK803型梳棉机:①清梳联喂棉箱和梳棉机连为一个整体,增加了刺辊的开清作用;②导棉板位于给棉罗拉上方,且有10个检测点,检测横向不同位置处的棉层厚度;③有三只包有不同针布的刺辊,进行逐级开棉梳理、除尘,刺辊下部配有除尘刀,分梳板和吸口,发挥了刺辊部分的除杂作用,并向锡林传送精细均匀的棉网;④在道夫下部落棉区装有棉结在线检测装置,可检测出棉结、杂质和棉壳屑等并加以区分,将棉结信息输入NepcontrolNCT、计算机进行计数,可在梳棉机操作计算机屏幕上显示,有利于调整工艺。3.1.4全系统采用计算机控制
微机控制装置更加完善,清梳联可实行计算机系统管理。根据不同原棉,选择合理的工艺参数,如开清棉打手速度,打手与尘棒间隔距,梳棉机主要运转参数,都可在计算机屏幕上显示,并按需要进行调整。生条质量及机械故障部位也可在屏幕上显示,便于管理维护。3.2对国产清梳联发展的建议
目前使用厂对国产清梳联在运行中出现的问题,反映主要是加工精度不够,部分通道有挂花
3.2.1仍然要把优选材质,提高加工精度放在首位
对开清棉机各打手要提高动平衡精度,严防高速运转跳动;对各种角钉、梳针和锯齿要提高强度,防止产生弯钩和倒齿;防止各种帘子和传动平皮带伸长和跑偏。对各落杂区的尘棒、除尘刀要优选材质,保持其刚度和表面光洁,防止变形和挂花。梳棉机高速高产,要保证生条质量,仍然应达到传统工艺紧隔距的要求,必须提高锡林、道夫圆整度,动平衡和盖板条平整度精度的要求;改进喂棉箱内部结构和提高加工精度,使筵棉下排通畅,并消除挂花现象。提高密封件质量,消除漏风现象,提高整机的密封性。
3.2.2提高针布质量,做好四配套
当前使用厂反映强烈的是针布锐度批与批间不稳定,耐磨性差,这就要求制造厂应该在优选钢丝材质和热处理方面下功夫,解决针布耐磨问题。在纺中、细号纱时,应使针布寿命周期达到加工棉条550t~600t以上(梳棉机产量30kg/台·h,约2.5年~3.0年以上。引进的设备有的加工600t以上仍能保证生条质量)。特别是整机出厂的梳棉机,制造厂要注意针布包卷质量,保证锡林、道夫针布的平整度,盖板针布进行大排队,做到每台的盖板根丝应最小。提高机上磨盖板机的精度,积极推行机上磨盖板,这样可以大大减轻工人劳动强度,并提高设备利用率。围绕提高棉纱质量,研究改进针布型号,做好锡林、道夫、盖板和刺辊针布四配套。
3.2.3适当提高梳棉机机上连续吸排风量
引进的梳棉机,象DK760,C1O,C50型机,号称产量70kg/台·h~100kg/台·h,而实际运行多在40kg/台·h左右。而机上连续吸风量多在3200m3/h~3900m3/h,密封性好、吸点多、机台周围
3.2.4在开清棉工艺流程、单机研制方面,一定要把开松、除杂、棉结、短绒四个方面的问题统一考虑
圆盘抓包机有其特点,适合老厂改造,为了抓细抓匀,应对打手形式和运行速度作些改进,生产中必须并联,并和混开棉机匹配使用。要考虑我国使用原棉比较复杂,在流程单机选型上要留有余地,并把开松、除杂、棉结、短绒四个方面的问题统一考虑。特别是在研制主清棉机时,更应注意加工精度,对筵棉的喂入、打手形式、运行速度和落杂的排除等方面设计作周密的安排。既做到进一步开松和排细杂,又要防止棉结和短绒的大幅度增加。
3.2.5提高国产自调匀整器的稳定性
我国目前已开发出开环、闭环和混合环自调匀整器,可供用户根据需要选择。引进价格较贵,制造厂应优选电子元件,提高使用的稳定性,消除生条定量飘移。
3.2.6注意优选电气元件
用户在使用中集中反映的另一个问题是,有的电气元件易发生故障,目前国内质量不过关的,一定要坚持引进,并和协作厂联合攻关,提高元件质量,以保证全系统的正常运行,减少和消灭故障。清、梳工序电气元件型号要统一,便于用户管理和维修。
另外,棉纺织企业也应重视国产清梳联设备的使用和维护管理,在实践中不断总结经验;机械厂的设计人员,也应定期深入生产实际,加强调查研究。我们相信,在纺机厂和棉纺厂的共同努力下,国产清梳联技术将会在发展中不断提高和完善,迅速推广并逐步替代进口。山东省纺织工业厅左瑅
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


