清梳联技术纵横谈
1国外清梳联的发展
1.1从自动落卷到清梳联
要说最早提出清梳联设想的,从手头的资料看,可以追溯到1924年[1]。但是,当时梳棉机用的是弹性针布,产量不过1.5kg/台·h~3kg/台·h,是清棉机产量的1/50~1/100,条件远不具备,只是一种理想。
1940年瑞士立达(Rieter)公司不停车的自动落卷成卷机进入市场,一直到50年代这段时期,可以说是成卷机的时代,各种型号的自动落卷成卷机相继出现,人们又把研究的目标扩展到加大卷装方面。大卷装加大了棉卷直径,提高了棉卷重量,几乎达到非人力所能应付,于是又研究棉卷的储存与自动运输。
由于棉卷直径加大,卷绕过程又遇到偏心问题,因此到了1956年,立达公司的观点认为-成卷机的发展已接近极限,而开始转向清梳联。对于大卷装引起的偏心问题,尔后由原西德的赫格特(Hergeth)公司和特吕茨施勒尔(Trutzschler)公司进一步发展、完善,开发出棉卷外加压,最大卷装达100m,采取电气一气动一机械联动的具有自动计长、切断、释压、落卷、放扦、过磅、打印、放签、记录、调磅等十大自动化的全自动落卷成卷机,型号为SW3和SMF,成卷机的发展到了60年代,可谓真正到了顶峰,此后再没有新的进展。
与此同时,1950年开始用金属锯条替代弹性针布,应用范围由粗号纱发展到细号纱。金属锯条的出现和推广,为梳棉机高速高产创造了条件。随后,高产梳棉机接连更新换代,产量由1950年的1.5kg/台·h~5kg/台·h提高到1963年的6kg/台·h~10kg/台·h,1969年提高到16kg/台·h~35kg/台·h,1979年进一步提高到70kg/台·h。
从1957年开始,立达公司开始把清梳联作为工业技术问题进行研究,采取
1.2从初级阶段走向现代化
1.2.1清梳联遇到的问题
清梳联虽有许多优越性,但是,用清梳联取代成卷,取消了天平调节装置对棉卷不匀的控制。特别是撤消了满卷后挡车工的“调磅”,失去了对生条超长片段的控制;传统工艺对棉卷储存时采取的“横放竖取”的操作管理带来的“延时混棉”作用也消除了,总之,清梳联遇到了新的麻烦,主要有:
(1)生条定量飘移,台间差异大,稳定性差。
(2)多品种生产适应性差。
(3)某些形式的清梳联连接装置,例如简易单节棉箱,交接班和节假日关车时对生条质量有影响。
(4)设备效率降低。
这些问题的逐步解决,是清梳联技术不断进步、完善、成熟的过程,这过程大约持续了二十多年,在此期间,清梳联的推广速度在世界范围内说来相对是缓慢的。
1.2.2从有回棉到无回棉
清梳联随后的改进与完善工作,正是针对以上问题进行的。
特吕茨施勒尔公司自1963年把.Ex-actafeedFBK棉箱推入市场后不久,1965年就取消了回棉箱。取消回棉在技术上是一大进步,它不在于取消回棉会对减少棉结产生带来多少好处,其重要意义还在于它为清梳联提高适应性、灵活性创
同时期,国际上屈指可数的几家知名的清梳联设备生产厂中,坚持采用有回棉的只有立达公司的Aerofeed-N这种形式,只能纵向即从机器的前后方向输棉,供应台数不能变,缺乏灵活性;但也有不少优点:①单节棉箱,结构简单。②棉箱充满度稳定,输出生条定量稳定。⑨在设计上,配棉管采取大截面,低风速,低棉气比。其棉气比值约为FBK棉箱的一半,因而棉块在管道输送过程中较为蓬松,有利于降低生条不匀率。尽管如此,立达公司在坚持一段时间后,还是走向无回棉,采用应变性能较好的Aerofeed-F,于1982年投放市场,不久又在1985年以通用型Aerofeed-U所取代。
这样,国际上几家知名的清梳联制造厂均走到双节棉箱、横向喂棉、无回棉方式上来,但是立达公司要比特吕茨施勒尔公司晚了18年。
1.2.3从初级阶段走向现代化
清梳联现代化有如下特征:
(1)生条质量上新水平,而且影响到成纱条干CV%、三节(结)、单强CV%,6等重要指标,能适应纱线高标准要求,明显优于成卷工艺。
(2)具有适应多品种生产功能。
(3)普遍采用微机控制技术、可编程序控制器和变频调速技术,自调匀整、连续喂棉、机电一体化水平有新的提高。
(4)单元机台特别是抓棉机的结构、性能走向成熟,维护保养少,安全性、可靠性高,具有连续三班无故障运行的性能。
(5)具有设施齐全、性能可靠的故障报警,火星、金属、重物探除等配套的安全装
根据以上观点,从总体上看,国际上清梳联开始于60年代初期,真正成熟,达到现代化,在80年代末期,走过了将近三十年时间。
对于现代化清梳联来说,值得指出的是,纤维损伤与混棉不足将是有待进一步分析探讨的问题。
2引进清梳联简析
2.1引进概况
从70年代末到90年代初,我国陆续引进了大批具有当代水平的清梳联设备。根据中国纺织工程学会1995年11月在青岛召开的清梳联学术讨论会上的粗略统计,到1995年底投产的共有209条线,占全国棉纺总锭数的7.1%。其中清棉、梳棉全线引进的180多条线,绝大部分属于当今国际上知名的制造厂提供的,代表着当代世界先进水平。这些引进设备主要集中在广东、江苏、山东、河北、湖北等省。引进的设备,按制造厂家分:德国特吕茨施勒尔公司占56.2%;瑞士立达公司占31.4%;意大利马佐利公司占4.1%;其他公司占8.3%。
2.2生条质量
生条重量不匀率虽不是生条唯一的质量指标,但它是清梳联技术系统好坏的重要反映,清梳联技术能否过关,首先与它有关,与其他指标如棉结杂质相比,更具有可比性,因而经常首先用它作比较。当然,生条重不匀率与装备的技术特征、材质、加工精度直接有关;同一种设备不同工厂,由于管理水平不同,也会产生很大差异。
在纺纯棉品种方面,如果把生条H(5m)%值分为三档的话,试按下述范围进行分档。
一档:<2%
二档:2%~3%
三档:>3%
国内棉纺织厂生条重量不匀率照传统试验方法,片段长度取5m,计算H%,但亦有部分工厂取10m长度,计算CV%,为充分利用这些数据,可作如下换算:
![]()
而5m、10m不同片段间关系,根据资料积累,呈下列近似关系:

≈CV(10m)%
因此,CV(10m)%值可视同(近似于)H(5m)%。对于引进清梳联的生条重量不匀率(纯棉)已有大量的调研报告[4][5
(1)属于一档(<2%)者有:
①立达Aerofeed+C1l/3型梳棉机+Ucc-L长片段自调匀整器,调查两个厂多年统计的月平均值CV(10m)%=1.38~1.46。
②立达Aerofeed—U+CZ.型梳棉机+C4-RR混合环自调匀整器,调查六个厂,月平均值CV(10m)%=1.2~1.9。
③特吕茨施勒尔FBK533+DK740型梳棉机+CFD+CCD混合环自调匀整器,少数厂能达到H(5m)%=1.30%~1.81%。
(2)属于二档(2%~3%)者有:
①特吕茨施勒尔FBK533+DK740型梳棉机+CFD+CCD混合环自调匀整器,据8个厂调查,厂间存在差异,一般在2.5%左右。
②特吕茨施勒尔DK740型梳棉机+长闭环自匀器,两个厂H(5m)%=2.26%~2.6%。
③马佐利C41型梳棉机+ST开环自匀器,H(5m)%=2.7%~3%。
(3)属于三档(>3%)者有:
①特吕茨施勒尔FBK+DK715型梳棉机(无匀整器),调查了四个厂H(5m)%=3.5%~3.98%±O.95%。
②日本DS棉箱+CK-7C型梳棉机+TLC长闭环匀整器,H(5m)%=3.82%±0.80%;DS棉箱+CKw型双联梳棉机+TLC长闭环匀整器,H(5m)%=4.43%±1.74%。
③泼拉特(Platt)FBK+PL1000型梳棉机+Uster自匀器,H(5m)%为5.14%左右。
3国产清梳联回顾
国产清梳联的发展,经历了一段坎坷而曲折的道路。
3.1上马、下马
我国1956年制订的《国家科技发展十二年远景规划》就列有清梳联项目。
我国纺织厂使用清梳联始于195
正式立项研究是1964年~1966年,在消化吸收的基础上设计定型的A176型清梳联喂棉箱,即“双节皮老虎打气式棉箱”。同期立项研究的还有A005型自动抓棉机(往复式)、A006型自动混棉机和产量为25kg/台·h的A186型高产梳棉机,但当时并没有把这些机器视作一个系统进行研究。1966年5月,A176型清梳联连接装置通过鉴定,接着投产一批,其中100台在三门峡会兴棉纺织厂进行工业性试验,40台供青岛第五棉纺织厂生产使用。
到70年代后期,我国开始从计划经济向社会主义市场经济转轨,产品质量根据市场需求不断提高。早期留下的一部分清梳联纷纷下马,只留下为数不多管理得当、措施跟得上(例如加装自调匀整器等)的部分生产线。这些生产线中,属于简易棉箱的有上海七棉,上海21棉,上海22棉,上海31棉,上海36棉等。属于打气式棉箱的有会兴棉纺织厂和青岛第五棉纺织厂。
3.2三回盘旋
70年代末80年代初,我国各地先后引进了一批代表当时国际先进水平的清梳联装备。为推动科技进步,满足生产需要和市场对清梳联的要求,在原纺织工业部纺织研究院恢复建院不久,纺织工业部即继续抓清梳联的研究工作,紧抓不放。
1983年~1984年,青岛纺织机械厂试制的FAl71型无回棉系统清梳联,在京棉三厂气流纺车间试验。在无自调匀整条件下生条重量不匀率H(5m)%月平均值筒内不匀率达1.90%,比同条件下卷喂的3.51%稍好。
198
由于开清棉、梳棉相隔较远,输棉管道在30m以上,管道棉延时长达8s,管道压差达200Pa;与梳棉相连接的FA107A型清棉机给棉系统工作不稳定,经常发生堵车以及清梳联喂棉箱加工粗糙等原因造成生条筒内不匀,在不用自调匀整器时,CV(5m)%平均高达3,台间生条平均定量极差达6.8g/5m。这样不稳定的喂入状态,是FT021A型超长片段匀整器所无能为力的。用了自调匀整以后,虽然把筒内不匀率CV(5m)%下降到平均2.27,台问平均定量极差降低到1.17g/5m,但生条重不匀率的月平均值CV(5m)%仍然高达3.88~4.86,没有达到预期目标。
1989年~1991年,由宏大纺机(集团)公司牵头,郑州纺机、青岛纺机等七个单位参加的《清梳连续化工艺与设备的研究》会师在无锡马山纺机试验中心,提供的新设备有FA201A型和FA202型高产梳棉机,配FT022型混合环、YZ-2型长闭环自调匀整器;FA172型和FAl75型无回棉连接系统。用同一套开清棉机,梳棉机分为南北两条线:南线为FA175型棉箱+FA202型梳棉机+YZ-2型匀整器;北线为FA172A型棉箱+FA201A型梳棉机+FT022型匀整器。经三个月生产试验,实际达到的产量与生条质量水平如表1所示。
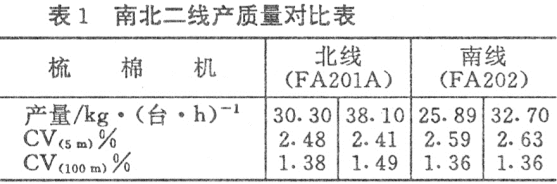
从表1所列的产量与生条重量不匀指标看已接近引进设备水平,质量还是比较好的。但当时正处于“纺机热”中,不可避免地受到供不应求、粗制滥造的影响。用料差,加工粗糙,光洁度差,输棉管道、棉箱内壁、排气滤网等棉花通道漏风挂花多,机械、电气故
正是在国产清梳联技术关键久攻不下这一段时间内,国内没有稳定可靠的装备提供用户选用,国产设备在国内用户心目中失去信心,于是不得不付出高昂的代价从国外引进。就在几年之内引进了一百多套清梳联设备。
3.3结束依靠引进的历史
久攻不克的国产清梳联引起各级重视,清梳联成为中国纺织总会科技进步四个“重中之重”项目之一,列入国家“八五”攻关项目。这是国产清梳联从困境中走出来,走上健康发展道路的重大转折点。
国家对纺机制造业采取多种措施,一方面采取技贸结合,进行技术引进;同时又立足自身力量,结合国情,进行技术攻关。在“八五”期间,先后攻克了FA006型往复式抓棉机,高产梳棉机和清梳联连续喂棉系统等关键设备。
“八五”攻关项目中以郑州纺机为主承担的一条线在山东曹县棉纺织厂试验,以青岛纺机为主的一条线(FA203型高产梳棉机)在河北遵化棉纺织厂试验,均于1996年1月进行验收鉴定。
正是在国产清梳联处于最低谷时期,由山东省纺织工业厅发起,依靠自身力量,充分调动有关方面的积极性,组成工作组,使用青岛纺机与金坛纺机设备,从1993年开始,先后建立了德州棉纺织厂、高唐棉纺织厂两条清梳联生产线,分别于1994年5月和1995年12月进行了鉴定,接着又建立起潍坊四棉和临清棉纺织厂两条线。加上西北机器厂的FA211B型梳棉机(YZ-1/ZF自调匀整器)与金坛纺机开清棉设备配套以及台湾的明正、王田开清棉机与青岛纺机梳棉机配套,现在已有多种流程与组合可供使用厂选用。据调查,到1997年6月为止,以上多种组合的国产清梳联(不含与国外机器组合的)已有40多条线在各地投入生产运行。
由于普遍采取了以下措施,使国产清梳联可靠性
(1)普遍采用进口PLC可编程序控制器和变频调速技术,便于调整工艺参数,既提高工艺质量,又有利于运转稳定。
(2)清梳联连接部分采取连续喂棉,使喂棉系统压力稳定,有利于生条质量的稳定。
(3)选配国产优质自调匀整器,或者引进。
(4)采用多种安全装置,如火星、金属、重物探除器或三位一体多功能探除器。
(5)配套采用阻力稳定,运转可靠,故障少,能满足连续三班运转的国产SFIJ013型板式滤尘系统或JYFO型蜂窝式滤尘系统。
这批国产清梳联设备生产纯棉产品时,生条重不匀率H(5m)%平均可在2.5%以内,有的可达1.5%,达到引进设备一档水平。清棉机和梳棉机的故障率可控制在O.07次/线·班和O.02次/台·班以内;梳棉机断头率在0.5根/台·班以内,可见其生条质量与设备的可靠性已大大提高,明显优于成卷工艺。而且总投资仅为引进设备的1/4~1/3。这是一条切合国情的发展道路。有了自已多种形式的国产清梳联设备,从此结束了单纯依靠引进的历史。
4说点辉煌
上面粗略回顾了国内外清梳联的发展历程,由于我国还是一个发展中国家,工业基础薄弱,纺织机械历史短,国外纺机已经有二百年历史,我国充其量不过五六十年。加上长期以来我们对清梳联技术的复杂性认识不足,由于种种原因,走了不少弯路。使我国清梳联技术发展长期落后于国外。但是,如果说我们什么都不行也不符合事实,我们也有过辉煌,也许还不是人所共知的,说点辉煌,可以提高自信心,鞭策未来。
4.1国外抓棉机的发展
4.1.180年代是往复式抓棉机的年代
当前,国外纺机厂制造的抓棉机几乎都是清一色,把棉包堆放在地面,抓棉打手往复行走,从棉包顶部抓取棉块,称之谓往复式抓棉机。国外推出这种形式的抓棉机,始于1978年美国纺机展(ATME-78),第一次展出瑞士立达公司的“Un
往复式抓棉机在国外的出现,就象刮起了一股旋风,使得长期进展缓慢的抓棉机找到了新的契机。1982年美国纺机展(ATME-82)同时展出11种类同的往复式抓棉机,可谓盛况空前。但这个时期尚属早期产品,进入市场后,有的在产量上不能适应要求,或者在某些结构或功能上尚有待完善。
随着1983年国际纺机展(ITMA-83)及以后的两次国际纺机展(ITMA-87和ITMA-91),先后展出了立达公司的UniflocA1/2—2000机型(83年)和特吕茨施勒尔公司的BDT019机型(87年)的改进产品。同时,其他国家的改进产品如美国霍林斯沃思(Hollingsworth)公司的OPT-I型、Ⅲ型,意大利马佐利公司的B12/E机型也进入市场,经过不断改进,在提高产量,增加混棉包数,开发功能,改进结构,提高部件寿命,满足产品质量与多品种生产要求等方面作了大量改进,使往复式抓棉机逐步完善,趋向成熟。80年代,成为往复式抓棉机的年代。
4.1.2走了二十年弯路
表2是抓棉机在日本推广应用的统计表。从表中可以看到:①1985年以前大约二十年时间,抓棉机推广速度缓慢,到1985年占有率仅达到9.5%。②1987年开始突然加快。

这点与我国推广应用抓棉机的情况截然不同,为什么1985年之前发展速度如此缓慢呢?
国外抓棉机的研究始于50年代,60年代初期,国际上几家知名的纺机制造厂就开始生产各自的抓棉机,如立达公司的KarouselOpener,特吕茨施勒尔
4.2一度国际领先的国产抓棉机
我国研究抓棉机,几乎与国外同步。50年代末期,我国即有棉纺织厂开始用自己制造的抓棉机,1960年原纺织工业部纺织研究院正式立题,当国际上流行“下抓式”时,没有走他们走的路,经分析研究,多次改进,也吸收了国内经验,终于研究成功了双打手、上抓式A005型往复式抓棉机与A006型自动混棉机,分别于1966年5月与12月通过鉴定,这个时间比国际上第一次展出往复式抓棉机早了12年。
A005型抓棉机采取把棉包放于能升降的平台上,四侧有墙板围着,抓棉小车在轨道上从棉包顶部往复行走。升降机构埋于地下,安装前须在地面做一个坑。棉包分两节,当其中一节开始工作时,另外空着的一节随时可以上包,当前一节已用去一半时,可同时启动另一个棉包台,两节棉包台同时喂棉,总喂入棉包数约40包左右。这种抓棉机对不同规格的棉包,须采取“削高嵌缝,低包抬高,平面看齐”的操作要求,由于两台交叉使用,既可保证连续生产(上包不停车),又可防止由于混和不良而产生的黄白纱。
由于A005型机用钢材较费,约为A002型圆盘式抓棉机的六倍,同时又须挖地坑,安装复杂,周期较长,根据当时的国情,为节约钢材,不久郑州纺机又开发了结构更为简单
由于以上几种国产抓棉机均具有结构简单,操作维修方便,占地面积省,价格便宜等特点,使混棉工脱离了笨重的体力劳动和恶劣的劳动环境,很快在全国推广应用,进入70年代,国内除极少数品种外,达到了全面推广应用。
当然,抓棉机在我国从立题研究到推广应用,均本着解决笨重体力劳动,改善劳动环境,而没有与清梳联技术联系在一起。今天看来,辉煌已成为过去,现代化这一课正待补上。
中国纺织科学研究院夏鹤龄
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


