清梳联合机各单元机的安装
一、FA006系列往复抓棉机
FA006系列往复抓棉机的安装顺序:地轨一输棉风道一行走小车一转塔一抓棉臂和重锤一电气一安全罩。
(1)FA006系列往复抓棉机地轨安装质量对该机运转是否平稳有决定性的作用,故地轨安装的水平度必须严格把关。安装地轨时建议从地面较高处开始,一般要求有以下几点。
①地轨每节纵向水平度≤1000:0.40。
②地轨横跨水平度≤1000:0.15。
③地轨全长纵向水平度≤2mm。
为方便安装地轨,随机备有专用安装工具供使用。
(2)输棉风道安装时要求相邻两节管道接缝必须平整;连接螺钉头必须打磨光滑不勾挂纤维,不漏风。为方便安装输棉风道,也随机备有专用安装工具供使用。
(3)地轨和输棉风道安装完毕后,需用水泥将地轨和地面悬空处填实,待水泥凝固后才能进行小车、转塔等部件的安装工作。
(4)对输棉管道和过棉通道逐件凭手感检查,对有可能勾挂纤维的地方,用500目以上的细砂纸,轻轻砂磨,使之光滑,并用滑石粉袋轻擦各机件的过棉面。
(5)清除各机件防锈油,并对打手轴承及其他高速回转机件轴承处的加油情况进行检查,确保各处加油量合适。
(6)检查减速电动机齿轮箱的注油量是否合适,要求达到油标的2/3处。
(7)清除打手刀片、打手刀片安装螺钉、肋条表面等处的毛刺,并用滑石粉袋轻擦机件表面,使之不勾挂纤维。
(8)安装抓棉臂时,必须用两个木凳支撑着抓棉器,两只木凳总承受力≥13748N(1400kgf),抓棉臂和悬挂架连接好以后即可吊装平衡重锤。
(9)输棉管道回转接头处密封良好,转动灵活。
(10)打手悬挂滚子在两导轨上滑行/顷畅,无明显晃动及卡死现象。
(11)打手悬挂与平衡配重平衡,在传动链条未安装时(或力矩离合器松开),轻
(12)卷帘的帘布伸缩灵活,覆盖在导轨上平整无摺绉。
(13)机械安装完成后,设备外部安全罩先不要装,以方便电气安装。在电气安装过程中应注意以下事项。
①建议抓棉臂的电缆外部穿蛇皮管,因该电缆随抓棉臂升降,固定时要注意长度。
②转塔内的电缆要留有足够长度,因该电缆随转塔要做180°转动。将转塔电动机和机械连接脱开,按照正常转动方向转动,看转塔内电缆是否正常,反复转动几次。
③龙骨和小车连接处要按要求固定好。龙骨内的电缆不能相互缠绕打接,每隔1m应安装两个电缆分隔片将三根电缆分隔开,龙骨必须扣紧。将小车行走链条拆下,人工推动车身,看龙骨随车走动情况是否正常,行走时龙骨受力,电缆不受力,反复推行几次。
④棉道中间位置的校准块和两端的定位块安装正确牢固。当行走小车内的限位开关压到前端定位块时,覆盖带箱离出棉口的距离应在3m左右;当行走小车内的限位开关压到后端定位块时,行走小车的边缘距地轨终端也应有3m左右的距离。
⑤检查升降电动机电磁离合器间隙是否合适,一般情况下该隔距应在0.2—0.3mm,圆周要均匀一致,达不到此要求的需现场调整。
⑥检查各电动机端子盖内及其他部位的连接线是否牢固,若有松动现象应重新固定好,以上工作完成后即可将设备外部安全罩安装好。
(14)转塔在地轨某一固定段内用测振仪测定打手振动,打手置上、中、下三处时测定打手外端轴承处振幅≤0.3mm。
(15)转塔转动灵活,定位准确。
(16)在全机安装完毕后,在地轨两侧的地面上画定抓棉机的工作区域,FA006系列往复抓棉机的工作区域如图4—5所示(图中有括号处的尺寸,括号内为2300mm机幅的相关尺寸,括号外为1720mm机幅的相关尺寸),并设立安

二、FA002系列圆盘自动抓棉机
FA002系列圆盘自动抓棉机的安装顺序:中心底座一内外地轨一中心柱一内圈底盘一内立柱和中心轴一机架一内外丝杆一打手一外围护板一电气。
(1)在埋好中心柱地脚螺栓和中心电线管后平装底座,首先确定底座中心,并保证底座底面距地平面78mm以及底座上平面水平度≤1000:0.15。然后浇灌水泥,将底座固定。
(2)安装小车内外地轨时,应以中心底座顶面为基准,用长平尺校正内外地轨顶面使其在一个水平面上,且高于地平面5mm。内外地轨中心与中心底座中心重合,外地轨接头平齐,高低差≤0.30mm。最后固定内外地轨,浇灌水泥。
(3)待各处水泥凝固好以后,安装中心柱、内圈底盘、内立柱和中心轴,然后安装前机架结合件,使该结合件下横档底面与外地轨顶面间的距离为20mm。同时安装左右连接架结合件。在整机开始安装以前先清除全机各处污物,与纤维接触部位要打磨光滑,各润滑部分要按规定加注润滑油。
(4)安装内立柱时要保证其外侧上下间距均为800mm,内横档顶部加工面要求检查纵横向水平。该面于左右连接架结合件顶部的加工面应在同一水平面上,前机架结合件顶面加工面较该面低1mm,整个机架纵横向水平≤1000:0.20。
(5)安装装内外丝杆。
①两内丝杆中心连线应与中心柱的中心线平行,间距为450mm。两内丝杆间距为560mm,丝杆垂直度≤200:0.07。
②两外丝杆中心连线也应与中心柱的中心线平行,间距为1725mm。两外丝杆间距为660mm。在内外丝杆中心确定以后,校正四根丝杆位置无菱形状态,紧固丝杆轴承座。
(6)安装打手检查打手机架纵横向水平要求≤1000:0.20。
(7)安装外围护板时,应注意两扇进包门方向应设在进包方便处。
(8)打手刀片
三、FAll3系列单轴流开棉机
(1)FAll3系列单轴流开棉机出厂时为整装,在位置确定并将电气出线管预埋后,即可利用机器上的4个吊环将机器吊装就位并安装地脚螺栓,待固定地脚螺栓的混凝土凝固好后(一般要求5-8天,具体时间与所用水泥的类别有关),利用楔铁来调节使其机架水平。机器就位后,应检查机器水平度。具体要求有如下两点。
①机架纵向水平≤1000:0.5。
②机架横跨水平≤1000:0.15。
如达不到要求,可利用4个地脚螺栓进行调节。
(2)拆下尘棒除防锈油,用500目以上细砂纸砂光并用滑石粉袋轻轻擦各面,使之光滑。检查打手及打手角钉,使用500目以上细砂纸清除小毛刺,使之不勾挂纤维,并用滑石粉袋轻擦机件表面,使之光滑。检查进、出棉口管道及过棉道,使用$00目以上细砂纸清除小毛刺和漆点,并用滑石粉袋轻擦表面,使之光滑不勾挂纤维。
四、FAl03系列双轴流开棉机
拆下尘棒除防锈油,用500目以上细砂纸砂光并用滑石粉袋轻轻擦各面,使之光滑。检查打手及打手角钉,使用500目以上细砂纸清除小毛刺不勾挂纤维,并用滑石粉袋轻擦机件表面,使之光滑。检查进、出棉口管道及其他过棉通道,使用500目以上细砂纸清除小毛刺和漆点,并用滑石粉袋轻擦表面,使之光滑不勾挂纤维。按地脚图位置将其就位并安装地脚螺栓,待固定地脚螺栓的混凝土凝固好后(一般要求5-8天,具体时间与所用水泥的类别有关),利用楔铁来调节使其机架水平。具体要求有如下两点。
①机架纵向水平≤1000:0.30。
②机架横跨水平≤1000:0.30。
尘棒间隔距及尘棒与打手间隔距按上机工艺调整,各安全装置的限位开关动作可靠、工作正常、电线走线规整美观。
五、FA022系列多仓混棉机
FA022系列多仓混棉机产品出厂时机架、开棉打手、出棉罗拉、配棉道等部件是整装形式;棉箱、走廊等部件是散装形式。安装顺序:机架(含开棉打手和出棉罗拉)一棉箱一配棉道一走廊一电气安全罩。
1.安装机架
设备位置确定后,将机架搬运到位,按前、后地脚线确定机器位置,并校准机器中心线,然后调整机架上平面纵横向水平(前后分三段检查),要求机架纵横向水平均≤1000:0.25,机架连接时要求内侧连接面直线度≤0.5mm。
2.安装棉箱和配棉道
机架调整好并用水泥固定后,再安装棉箱、配棉道部件。棉箱墙板之间要粘上胶带,保证各棉箱的气密性。棉箱各墙板上平面高低一致(在每个棉箱墙板连接处用手摸检验)。每个棉箱左右墙板安装时,要求机幅宽度尺寸公差≤±0.5mm。棉箱与配棉道安置时长度尺寸应一致。
3.安装走廊
走廊部件是在其他部件安装完毕后按照图纸的要求进行,不要漏装、错装,要做到安全可靠。
4.安装气动部分
上述机件安装完成后,再连接气管和电气接线。在进气管与气动装置连接前,应先放一下进气管内的压缩空气,排除在机器安装过程中落人进气管内的杂质,以免造成气动元件的损坏,然后再将进气管与气动装置连接。
5.安装电气部分
按照郑州纺织机械股份有限公司提供的电气技术资料安装电气部分,接线要求正确、牢固、美观。
6.安装安全罩
最后安装活门等安全罩。
7.安装过程中的注意事项
(1)在设备安装过程中,应随时检查配棉道、各仓内表面、打手、出棉罗拉等过棉通道是否光滑,对手感不光洁和有漆点的地方用500目以上砂纸轻轻砂光,同时用滑石粉袋轻擦各表面,使之光滑。检查各轴承加油量是否合适。
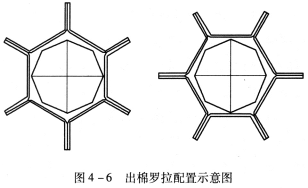
(2)出棉罗拉安装传动链条时要槽尖对槽底(图4—6)。电气元件接线牢固,气管、电缆走线规整且夹牢。按上机
六、FA028系列多仓混棉机
FA028系列多仓混棉机产品出厂时机架、开棉打手、出棉罗拉、配棉道等部件整装形式;棉箱、走廊等部件散装形式。安装顺序:机架(含开棉打手和出棉罗拉)→棉箱→配棉道→走廊→电气→安全罩。
1.安装下机架、输棉帘、毛刷装置
机器位置确定后,将下机架搬运到位,按前或后地脚线确定机器一侧位置,并校准机器中心线,然后分三段检查、调整下机架上平面纵横向水平,要求≤1000:0.25。输棉帘要求转动灵活,无阻碍、打滑、跑偏现象。输棉帘张力应按标尺牌指示张紧,短输棉帘张力为800N;长输棉帘张力1200N。
FA028C-120型和FA028C-160型多仓混棉机设有毛刷装置,其安装要求是毛刷体可以灵活地从机器内抽出,并灵活地安装进去。
2.安装棉箱
下机架、输棉帘安装调整好,并用水泥固定好下机架后,再安装棉箱。棉箱与下机架之间、各个棉仓之间、棉箱与回风道之间要粘上胶带,保证各棉仓的气密性。检验棉箱各墙板上平面高低,调整每个棉箱高度,使每个棉箱上平面高低一致。棉仓间接缝和下机架间接缝上下对齐。每个棉箱左右墙板安装时,要求机幅宽度尺寸公差≤±0.5mm。安装大托架时,调整大托架位置,使大托架上平面与棉箱、前、后回风板扳边上25X20缺口的下平面平齐(图4—7)。然后将各棉仓上的光电装置安装好。

装上棉箱时,网板扳边方向要注意,应按![]() 安装。配棉道活门在未装气缸前手动连杆启闭灵活。各气动元件连接处用肥皂水检验使之密封良好,不得漏气。
安装。配棉道活门在未装气缸前手动连杆启闭灵活。各气动元件连接处用肥皂水检验使之密封良好,不得漏气。
3.安装走廊、进棉风机
安装走廊之前,先将塑料软管截好,各塑料软管长度见表4—3。
表4—3塑料软管长度表
安装位 置 |
第2仓 |
第3仓 |
第4仓 |
第5仓 |
第6仓 |
通气孔 |
塑料软管长度(mm) |
6700 |
6200 |
5700 |
5200 |
4700 |
5000 |
根数 |
2 |
2 |
2 |
2 |
2 |
1 |
 按表4—3中各位置将塑料软管位置放好,再将各光电装置安装好,然后安装走廊。安装走廊时应按从下向上顺序安装。先安装下支架,在安装下支架时,同时把各塑料软管和光电装置电线安装在下支架的“u”形槽内。检查棉箱墙板间,下支架、棉箱墙板与左右回风道间所有禁固件安装牢固,进棉风机底座与左右回风道、下支架间所有禁固件安装牢固后再安装进棉风机,进棉风机必须安装牢固。进棉风机安装好后再安装走台踏板、梯子,安装好梯子后再安装走台踏板四周外围上支架和钢管扶手。安装钢管扶手时,开口销应按图4—8固定钢管扶手以防止其滑动。其余“u”形装饰性板槽在配棉道安装后再安装。
按表4—3中各位置将塑料软管位置放好,再将各光电装置安装好,然后安装走廊。安装走廊时应按从下向上顺序安装。先安装下支架,在安装下支架时,同时把各塑料软管和光电装置电线安装在下支架的“u”形槽内。检查棉箱墙板间,下支架、棉箱墙板与左右回风道间所有禁固件安装牢固,进棉风机底座与左右回风道、下支架间所有禁固件安装牢固后再安装进棉风机,进棉风机必须安装牢固。进棉风机安装好后再安装走台踏板、梯子,安装好梯子后再安装走台踏板四周外围上支架和钢管扶手。安装钢管扶手时,开口销应按图4—8固定钢管扶手以防止其滑动。其余“u”形装饰性板槽在配棉道安装后再安装。
4.安装配棉道
走廊安装好后再安装配棉道,配棉道之间、配棉道与棉箱之间、配棉道与进棉、回风管道之间要粘上胶带,保证气密性。安装配棉道时应先安装支撑网眼板,并使左右支撑网眼板间距离为500mm,然后安装配棉活门装置、回风道盖板。把各塑料软管通过乙烯管塑料与各气缸相连(注意应先排出塑料软管内的压缩空气,排除在机器安装过程中落人塑料软管内的杂质,以免造成气动元件的损坏)后,把“u”形装饰性板槽和各盖板安装好。安装时要使配棉道间接缝与棉仓间接缝上下对齐。
5.安装进棉管道
配棉道安装好后再安装进棉管道,进棉管道与进棉风机、配棉道接触处、进棉管之间要
6.安装气动部分
设备全部安装完成后,再连接气管和电气接线。在进气管与气动装置连接前,应先放一下进气管内的压缩空气,排除在机器安装过程中落人进气管内的杂质,以免造成气动元件的损坏,然后再将进气管与气动装置连接。
7.安装安全罩
最后安装活门等安全罩。
8.注意事项
(1)安装设备时应检查配棉道、各仓内表面、打手、出棉罗拉等过棉通道是否光滑,对手感不光洁和有漆点的地方用500目以上砂纸轻轻砂光,同时用滑石粉袋轻擦各表面,使之光滑。检查各轴承加油量是否合适。
(2)与FA022系列多仓混棉机相同,出棉罗拉安装传动链条时要槽尖对槽底(图4—6)。电气元件接线牢固,气管、电缆走线规整且夹牢。按上机工艺调整风机带轮挡次、打手皮带轮和出棉链轮。
七、清棉机
(1)FA111系列、FA109系列、FA112系列、JWF1124系列清棉机均为整机出厂,各部位隔距也均已调整到正确位置。按地脚图位置将其就位并安装地脚螺栓,待固定地脚螺栓的混凝土凝固好后(一般要求5-8天,具体时间与所用水泥的类别有关),利用楔铁来调节使其机架水平。具体要求有如下几点。
①机架纵向水平度≤1000:0.5。
②机架横跨水平度≤1000:0.15。
③机架对角线误差≤1mm。
(2)检查清棉辊筒的转动是否正常,表面是否有划伤,清除表面的防锈油。建议将清棉辊筒拆下,仔细检查并清除防锈油,对预分梳板和除尘刀上的防锈油也应清除干净。检查压棉罗拉、出棉口及过棉通道,手感是否光滑,对不光滑处用500目以上细砂纸轻砂并用滑
(3)检查各轴承加油情况,并对漏加油处加油。根据工艺要求选定打手转速挡位及给棉罗拉与第一清棉辊筒的隔距。
(4)调整帘子张力,使两边张紧一致。
(5)调整各测速传感器使位置正确,规整电缆和测压塑料管,使其整洁美观。
(6)设备全部安装完成后,按照电气技术资料接线。
(7)按照《管道排列图》连接管道。八、除微尘机
(1)本机型为整机装箱,安装十分方便,用户开箱后,可直接将主机、出棉风机、排尘风机按所提供的地脚尺寸安装于地面上加以固定。具体要求有如下几点。
①纵向水平≤1000:2。
②横跨水平≤1000:2。
③对角水平≤1000:2.5。
(2)检查过棉网板、纤维分配器、风机叶轮是否光滑,对手感不光滑之处用500目以上细砂纸轻砂,并用滑石粉袋轻擦其表面使之光滑。
(3)检查风机等处的轴承加油情况,并对漏加或少加处加润滑油。
(4)规整电缆和测压塑料管使其牢固美观。
(5)设备全部安装完成后,按照电气技术资料接线。
(6)按照《管道排列图》连接管道。
九、JWF1051A型异纤微尘分离机
(1)本机装箱时,将护栏部分、气动护罩部分、扁管道部分拆下单独装箱,安装时应先将主机按所提供的地脚尺寸安装在所处位置并加以固定。
(2)按所提供图纸的要求安装护栏部分、气动护罩部分、扁管道部分。
(3)安装设备时应检查过棉通道、网眼板、输棉风机等过棉部位是否光滑,对手感不光洁和有漆点的地方用500目以上砂纸轻轻砂光,同时用滑石粉袋轻擦各表面,使之光滑。检查各轴承加油量是否合适。
(4)设备全部安装完成后,再连接气管和接线。在进气管与气动装置连接前,应先放一下进气管内的压缩空气,排除在机器安装过程中落人进气管内的杂质,以免造成气动元件的损坏,然后再将进气管与
(5)按照《管道排列图》连接管道。
十、FA221系列梳棉机
(1)严格按照机器后车线和机框中心线摆放机器,机架底座有八个调节螺栓用以校正机器的水平,每个调节螺栓下垫有一块垫铁(机器自带),相邻机台的高度差异应≤3mm。校正机器水平后拧紧锁紧螺母,检查八个调节螺栓应全部支撑在垫铁上,不得有个别脱空现象,并复查机架水平。垫好垫铁,调节螺栓,调整机器水平,使机架纵向水平为1000:0.05,横向水平为1000:0.05,为保证清梳联的安装,相邻机台的水平差异不能超过5mm。
(2)清除保护包装,将锡林、道夫周围的机件如罩板、固定盖板、吸口、棉网清洁器等,并将刺辊拆下。用滑石粉除去锡林、刺辊、给棉罗拉、道夫、固定盖板、预分梳板等处的防锈油,并用刷子刷掉。然后再涂滑石粉,放置12h后用铜刷子刷干净。
(3)检查各吸口、罩板及过棉通道,手感不光处用500目以上细砂纸轻轻砂光,用滑石粉袋轻擦表面,使之光滑。
(4)检查活动盖板,在同一基准下,记录每根活动盖板踵趾面到针布针尖的数值(每根3—5点),将数值接近的活动盖板分成一组(每组80/82根),每组数值最大与最小允差不大于0.02mm。
(5)检查锡林侧面与曲轨之间的间隙,使其控制在0.5—1.2mm。检查锡林跳动,在五个均匀分布点上检查,跳动量不得大于0.02mm。
(6)因配棉、纺纱品种、单机产量及其他相关要求各不相同,上机工艺也会有所不同,可参考表4—4安装各工艺轮。设备运转一段时间后,可根据生条、成纱的质量优化上机工艺。
表4—4FA221系列梳棉机工艺轮推荐表
纺纱品种 |
化学纤维 |
纯棉精梳 |
纯棉普梳 |
纯棉转杯纺 |
||||
主电动机带轮直径(mm)/锡林速度(r /min) |
135/354 |
135/354 |
135/354 |
135/354 |
||||
刺辊带轮直径(mm)/刺辊速度(r/min) |
260/748 |
240/810 |
240/810 |
240/810 |
||||
盖板带轮直径(mm)/盖板速度(mm/min) |
210/130 |
136/201 |
136/201 |
180/151 |
||||
A齿数(卤)/大压辊与压碎辊间牵伸倍数(倍) |
17/1.166 |
17/1.166 |
17/1.166 |
17/1.166 |
||||
B齿数(齿)/大压辊与小压 辊间牵伸倍数 (倍) |
配TF2501型、TF2511型圈条器 |
34/1.110 |
34/1.110 |
34/1.110 |
34/1.110 |
|||
配TF2502型、TF2503型、TF2504型、TF2512型、TF2513型、TF2514型圈条器 |
34/1.088 |
34/1.088 |
34/1.088 |
34/1.088 |
||||
C齿数(齿)/轧碎辊与剥棉罗拉间牵伸倍数(倍) |
27/1.149 |
28/1.192 |
28/1.192 |
29/1.234 |
||||
D齿数(齿)/剥棉罗拉与道夫间牵伸倍数(倍) |
15/0.983 |
14/1.053 |
14/1.053 |
14/1.053 |
||||
(7)按上机工艺调整各处工艺隔距,在新设备调试和正常生产初期各部工艺隔距不宜太
表4—5FA221系列梳棉机主要隔距推荐表mm
纺纱品种 |
化学纤维 |
纯棉精梳 |
纯棉普梳 |
纯棉转杯纺 |
给棉罗拉与给棉板 |
0.125 |
0.125 |
0.125 |
0.125 |
给棉罗拉与刺辊 |
1.0 |
1.0 |
1.0 |
1.0 |
预分梳板与刺辊 |
0.90 |
0.80 |
0.80 |
0.75 |
刺辊与锡林 |
0.175 |
0.175 |
0.175 |
0.175 |
后固定盖板与锡林 |
0.65、0.60 0.55、0.55 |
0.60、0.55 0.55、0.50 |
0.55、0.50 0.45、0.45 |
0.45、0.40 0.40、0.35 |
后上罩板与锡林进口/出口 |
0.75/0.85 |
0.55/0.90 |
0.65/0.90 |
0.70/0.85 |
活动盖板与锡林 |
0.30,0.275 0.275、0.25 |
0.225、0.20 0.20、0.175 |
0.25、0.225 0.225、0.20 |
0.30、0.275 0.275、0.25 |
前固定盖板与锡林 |
0.40、0.35 0.30、0.30 |
0.25、0.25 0.225、0.20 |
0.25、0.25 0.225、0.20 |
0.25、0.25 0.225、0.20 |
锡林下罩板与锡林入口 |
4.0 |
4.0 |
4.0 |
4.0 |
道夫与锡林 |
0.125 |
0.10 |
0.125 |
0.125 |
剥棉罗拉与道夫 |
0.15 |
0.15 |
0.15 |
0。15 |
大压辊间 |
0.125 |
0.125 |
0.125 |
0.125 |
(8)若使用FA221D型和FA221E型梳棉机,安装设备时还应根据原料的纤维长度设定给棉板的分梳长度L(表4—6)。
表4—6不同纤维长度对应给棉板分梳长度乙推荐值表
纤维长度(mm) |
25以下 |
25—28 |
28—33或人造 纤维40以上 |
33-45或人造 纤维60以上 |
给棉板分梳长度L(mm) |
16以下 |
16—18 |
17—21 |
19—23 |
调整给棉板分梳长度时,请按图4—9的说明和表4—7的对照数据,利用给棉板专用隔距块进行调整。松开螺钉6、螺母7和螺栓8,旋转螺栓8,按表4—7调节支轴1的高低,使给棉板分梳长度L至工艺要求,注意两边要一致。
表4—7支轴1高度与给棉板分梳长度对照表
L(mm) |
15.0 |
16.0 |
17.0 |
18.0 |
19.0 |
20.0 |
1.0 |
22.0 |
23.0 |
E(mm) |
53.25 |
51.32 |
49.36 |
47.36 |
45.32 |
43.24 |
41.12 |
38.96 |
36.76 |
H1(mm) |
120.75 |
118.82 |
116.86 |
114.86 |
112.82 |
110.74 |
108.62 |
106.46 |
104.26 |
H2(mm) |
145.75 |
143.82 |
141.86 |
139.86 |
137.82 |
135.74 |
134.62 |
131.46 |
129.26 |

(9)调整各传感器、测速器的位置,使其正确可靠。
(10)规整电缆和压缩空气管,测压管、加油管不得与转动件相碰使其牢固美观。
十一、FA177系列清梳联喂棉箱
(1)本机直接坐于梳棉机尾部电气控制箱体上方,在梳棉机安装时须保证整条线的电气控制箱前后及高低位置比较差小于2mm,台与台之间梳棉机中心距误差小于2mm,电气控制箱上平面水平误差小于0.2mm(以两侧地脚螺孔处为测量基准)。
(2)棉箱可通过顶部吊环整体吊装,也可用铲车直接安装,安装时棉箱中心须对准梳棉机中心线。但
①检查过棉通道和涂密封胶处是否光洁,对不光之处(手感)用500目以上细砂纸轻轻砂光,对镜面等特殊处理的表面切忌大面积砂光,砂光后用滑石粉袋轻擦表面,使之光滑。
②用滑石粉消除给棉罗拉、出棉罗拉的防锈油,并用刷子刷干净,使其光洁光滑。
③检查各转动件转动是否灵活,若不灵活须检查轴承是否清洁加油,两端与墙板间侧隙是否一致。
④棉箱各密封条应安装牢固、密封良好,不得漏气、松动,规整电缆和气管,使之牢固、美观。
⑤检查下棉箱后活动回风箱的指示刻度指针的零点位置是否正确并暂调至60mm处,以后在过棉试车运转中,根据实际需要(如定量、棉层密度、牵伸情况等)再做调整。
⑥前后梳子板与回风箱体之间的间隙应控制在3—4mm。
⑦按上机工艺安装各工艺轮,制订上机工艺时可参考表4—8。
表4—8FA177系列清梳联喂棉箱工艺轮推荐表
配棉情况 |
棉或棉麻混纺 |
化学纤维 |
||||
单机产量(kg/h) |
≤45 |
>45 |
≤35 |
35—45 |
45—55 |
>55 |
打手电动机带轮直径(mm) |
80 |
93 |
80 |
80 |
80 |
93 |
打手转速(r/min) |
558 |
648 |
558 |
558 |
558 |
648 |
给棉电动机链轮齿数(齿) |
<19 |
19 |
24 |
30 |
35 |
|
(3)为使上棉箱配棉稳定,首台FA177系列清梳联喂棉箱配棉头前方的直管道应尽量长些,管道连接方式和长度建议按图4—10、图4—11和表4—9执行。
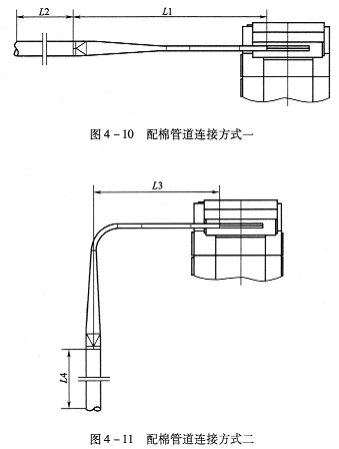
表4—9管道长度推荐表
代号 |
L1 |
L2 |
L3 |
L4 |
数值(mm) |
≥4169 |
3000—30000 |
≥2656 |
3000~30000 |
十二、FA225系列、JWFl202型和JWFl204型梳棉机
(1)严格按照机器后车线和机框中心线摆放机器,机架底座有八个调节螺栓用以校正机器的水平,每个调节螺栓下垫有一块垫铁(机器自带),相临机台的高度差异应≤3mm。校正机器水平后拧紧锁紧螺母,检查八个调节螺栓应全部支撑在垫铁上,不得有个别脱空现象,并复查机架水平。垫好垫铁,调节螺栓,调整机器水平,使机架纵向水平为1000:0.05,横向水平为1000:0.05,为保证清梳联的安装,相邻机台的水平差异不能超过5mm。
(2)清除保护包装,将锡林、道夫周围的机件如罩板、固定盖板、吸口、棉网清洁器等,并将刺辊拆下。用滑石粉除去锡林、刺辊、给棉罗拉、道夫、固定盖板、预分梳板等处的防锈油,并用刷子刷掉。然后再涂滑石粉,放置12小时后用铜刷子刷干净。
(3)检查各吸口、罩板及过棉通道,手感不光处用500目以上细砂纸轻轻砂光,用滑石粉袋轻擦表面,使之光滑。
(4)检查活动盖板,在同一基准下,记录每根活动盖板踵趾面到针布针尖的数值(每根3-5点),将数值接近的活动盖板分成一组(每组80/82根),每组数值最大与最
(5)检查锡林侧面与曲轨之间的间隙,使其控制在0.5—1.2mm。检查锡林跳动,在五个均匀分布点上检查,跳动量不得大于0.02mm。检查道夫、刺辊等机件转动是否灵活,若不灵活须检查轴承是否清洁加油,两端与墙板间侧隙是否一致。
(6)因配棉、纺纱品种、单机产量及其他相关要求各不相同,上机工艺也会有所不同,可参考表4—10安装FA225系列梳棉机和JWF1202型梳棉机各:工艺轮;可参考表4—11安装JWPl204型梳棉机各工艺轮。设备运转一段时间后,可根据生条、成纱的质量优化上机工艺。
表4—10FA225系列梳棉机和JWFl202型梳棉机工艺轮推荐表
纺纱品种 |
纯棉精梳 |
纯棉普梳 |
纯棉转杯纺 |
|
刺辊电动机带轮直径(mm) |
102 |
112 |
145 |
|
第一刺辊带轮直径(mm)/刺辊速度(r/min) |
175/844 |
175/927 |
175/1200 |
|
第二刺辊带轮直径(mm)/刺辊速度(r/min) |
112/1320 |
112/1450 |
135/1556 |
|
第三刺辊带轮直径(mm)/刺辊速度(r/min) |
85/1739 |
85/1910 |
102/2061 |
|
锡林电动机带轮直径(mm)/锡林速度(r/min) |
135/354 |
155/406 |
155/406 |
|
盖板带轮直径(mm)/盖板速度(mm/min) |
136/201 |
180/174 |
210/149 < | |
A齿数(齿)/大压辊与压碎辊间牵伸倍数(倍) |
FA225系列梳棉机 |
17/1.166 |
17/1.166 |
17/1.166 |
JWFl202型梳棉机 |
17/1.1—3.0无级可调 |
|||
B齿数(齿)/大压辊与小压辊间牵伸倍数(倍) |
配TF2501型、TF2511型圈条器 |
34/1.110 |
34/1.110 |
34/1.110 |
配TF2502型、TF2503型、TF2504型、TF2512型、TF2513型、TF2514型圈条器 |
34/1.088 |
34/1.088 |
34/1.088 |
|
C齿数(齿)/轧碎辊与剥棉罗拉间牵伸倍数(倍) |
28/1.192 |
28/1.192 |
29/1.234 |
|
D齿数(齿)/剥棉罗拉与道夫间牵伸倍数(倍) |
14/1.053 |
14/1.053 |
14/1.053 |
|
表4—11JWF1204型梳棉机工艺轮推荐表
纺纱品种 |
化学纤维 |
纯棉精梳 |
纯棉普梳 |
纯棉转杯纺 |
|
打手电动机带轮直径(mm) |
80 |
80 |
80 |
93 |
|
打手转速(r/min) |
558 |
558 |
558 |
648 |
|
给棉电动机链轮齿数(齿) |
① |
16 |
16 |
19 |
|
主电动机带轮直径(mm)/锡林速度(r/min) |
135/354 |
135/354 |
135/354 |
135/354 |
|
刺辊带轮直径(mm)/刺辊速度(r/min) |
260/748 |
240/810 |
240/810 |
240/810 |
|
盖板带轮直径(mm)/盖板速度(mm/min) |
210/130 |
136/201 |
136/201 |
 相关信息 相关信息
推荐企业 推荐企业 推荐企业
推荐企业
精品企业
推荐产品

推荐企业
| |

 您所在的位置:
您所在的位置:










