第三节混棉工序
混棉工序是清梳联工艺必不可少的中间环节,混棉效果的好坏,不但影响后续工序的开松、除杂,还直接影响到生条质量的优劣,影响成纱质量。混棉工序的主要作用是将开棉机开松、除杂后的较小纤维束进行充分混合并为整个流程的供棉稳定起到至关重要的作用,在抓棉机换包或出现故障时向后部机台供棉,避免出现停车影响产量。郑州纺织机械股份有限公司用于清梳联流程的混棉机有利用横铺直取工艺的FA017系列棉箱式预混棉机和FA022系列、FA028系列多仓混棉机两种模式,FA017系列棉箱式预混棉机的棉仓容量小,混合不充分,常用于对混合要求不太严格的流程中,如在纺化学纤维的清梳联流程中使用,也可在多仓混棉机的前面作预混棉机用;FA022系列、FA028系列多仓混棉机的棉仓容量大,混合效果好,常用于对混合要求严格的流程中,如在纺纯棉低特、特低特纱的清梳联流程中使用。
一、FA017系列预混棉机
FA017系列预混棉机适用于加工各种等级的原棉及棉型化学纤维的开松、混合,并除去部分杂质,有FA017型、FA017A型和FA017B型等三种机型,每种机型均有1200mm和1600mm两种机幅。
1.FA017系列预混棉机的主要特点
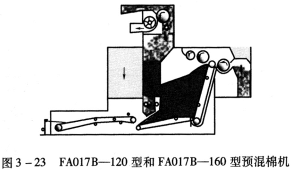
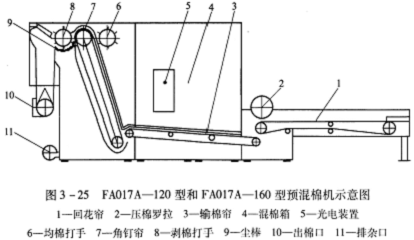
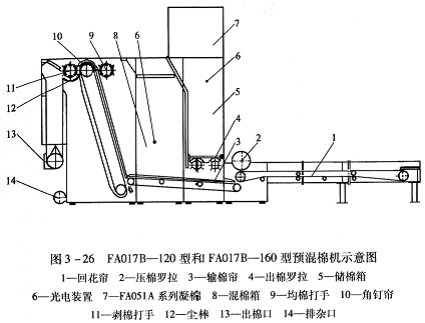
(1)FA017—120型和FA017—160型与FA051A系列凝棉器配套使用,利用凝棉器进行喂棉(图3—21);FA017A一120型和:FA017A~160型有加长混棉帘子,采用手动喂棉方式(图3—22);FA017B~120型和FA017B-160型既可与FA051A系列凝棉器配套使用,利用凝棉器进行喂棉,又具有加长混棉帘子,也可采用手动喂棉方式(图3—23)。


(2)17A017系列预混棉机既可单独使用,即通过输棉管道与后部机台连接;也可与FAl08E系列锯齿辊筒清棉机、FAl0
(3)FA017系列预混棉机剥棉打手的下方设有尘棒装置,采用扁钢弹性尘棒,尘棒间隔距用螺钉机外调节,剥棉打手与尘棒间隔距也可调节,其隔距大小视原棉含杂情况和工艺要求而定。角钉帘与均棉打手的结合增强纤维的混合,保证细小纤维束喂入。使用角钉打手开松,增强开松能力,减少纤维损伤。
(4)FA017系列预混棉机采用钢板焊接机架,钢性好长期使用不变形。
2.FA017系列预混棉机的主要结构
FA017系列预混棉机由机架、剥棉打手、均棉打手、尘棒装置(选装)、角钉帘、输棉帘、回花帘等组成。FA017—120型和FA017—160型预混棉机的结构如图3—24所示;FA017A—120型和FA017A一160型预混棉机的结构如图3—25所示;FA017B一120型和FA017B一160型预混棉机的结构如图3—26所示。

(1)机架:机架采用钢板框架组成,结构简单,并采用安全罩门,维修保养方便。
(2)剥棉打手和均棉打手:剥棉打手和均棉打手均采用六排角钉交错排列结构,直径为380mm,角钉与压板由螺母紧固,并用螺钉将压板固定在法兰盘的凹槽内,使压板与罩板在一个圆弧面上,压板上每排角钉横向钉距为30mm。可根据产量需要调节均棉打手与角钉帘之间的隔距,当隔距大时,角钉帘上的大块纤维被均棉打手打回混棉箱,产量高;当隔距小时,角钉帘上的较大块纤维被均棉打手打回混棉箱,产量低。
(3)尘棒装置(选装):纺纯棉时在剥棉打手的下方设有扁钢弹性尘格装置,尘棒间隔距用螺钉机外调节,打手与尘棒间隔距也可调节,其间隔值大小视原棉含杂
(4)角钉帘:角钉帘位于输棉帘前方,由角钉帘木条、角钉、帆布帘子组成,角钉植在角钉帘木条上,向上倾斜40°,角钉纵向排列间距为50mm,横向排列间距为30mm。角钉帘将抓取的纤维送到剥棉打手,由剥棉打手将纤维剥离角钉帘,可根据产量高低调节角钉帘速度。
(5)输棉帘:输棉帘位于机器下方,由输棉帘木条、帆布帘子组成,输棉帘由一只减速电动机传动,将输棉帘上的纤维送往角钉帘,输棉帘速度可视产量及工艺要求进行调节。
(6)回花帘:FA017A—120型、FA017A-160型、FA017B-120型和FA017B—160型预混棉机还设有回花帘,位于机器的后部,由橡胶帘子和压棉辊组成,用于人工喂棉。
3.FA017系列预混棉机的主要技术规格(表3—7)
表3—7FA017系列预混棉机的主要技术规格(表3—7)
机型 |
FA017-120 |
FA017-160 |
FA017A-120 |
FA017A-160 |
FA017B-120 |
FA017B-160 |
|
机幅(mm) |
1200 |
1600 |
1200 |
1600 |
1200 |
1600 |
|
喂棉方式 |
凝棉器喂入 |
人工喂入 |
人工或凝棉器喂入 |
||||
产量(kg/h) |
800 |
1000 |
800 |
1000 |
800 |
1000 |
|
剥棉打手 |
形式 |
六排角钉结构 |
|||||
直径(mm) |
380 |
||||||
转速(r/min) |
430 |
||||||
均棉打手 |
形式 |
六排角钉结构 |
|||||
直径(mm) |
380 |
||||||
转速(r/min) |
270 |
||||||
喂棉罗拉 |
形式 |
六块翼片结构 |
|||||
直径(mm) |
250 |
||||||
转速(r/min) |
2.1、2.6、3 |
||||||
帘子速度 (m/min) |
角钉帘 |
70、80、100(或变频控制) |
|||||
输棉帘 |
2、2.3、2.7 |
||||||
回花帘 |
1.3、1.6、1.9 |
||||||
剥棉打手与角钉帘间格距(mm) |
0.5—2 |
||||||
均棉打手与角钉帘间格距(mm) |
20—60 |
||||||
装机功率(kW) |
2.7 |
2.7 |
2.7 |
2.7 |
注① |
||
外形尺寸 [长(mm)×宽(mm)×高(mm)] |
4254×1764×2300 |
4254×2164×2300 |
6500×1764×2300 |
6500×1764×2300 |
注② |
||
全机净重(kg) |
约3500 |
约4000 |
约3800 |
约4300 |
注③ |
||
注①配2.2m长回花帘时,装机功率3.1kW;配5m长回
②FA017B一120型预混棉机配2.2m长回花帘时,外形尺寸为6620mm×l770mm×3000mm;配5m长回花帘时,外形尺寸为9420mm×l770mm×3000mm。FA017B-160型预混棉机配2.2m长回花帘时,外形尺寸为6620mm×2170mm×3000mm;配5m长回花帘时,外形尺寸为9420mm×2170mm×3000mm。
③FA017B一120型预混棉机配2.2m长回花帘时,全机净重约4500kg;配5m长回花帘时,全机净重约4800kg。FA017B一160型预混棉机配2.2m长回花帘时,全机净重约5000kg;配5m长回花帘时,全机净重约5300kg。
二、FA022系列多仓混棉机
FA022系列多仓混棉机适用于经初步开松的各种等级的原棉、棉型化学纤维和76mm以下的中长纤维的混合。原料由输棉风机抽吸进入本机,通过机器上部的配棉活门将原料逐仓喂入棉箱内,机器下方各仓给棉罗拉将不同时间喂入的纤维同时输出,不同时段喂入的纤维在混棉道内随前方机台凝棉器抽吸在输送过程中进行充分混合。FA022系列多仓混棉机有6仓、8仓、10仓等三种机型,即FA022-6型、FA022-8型、FA022—10型多仓混棉机,可以根据产量和混合效果要求进行选择。
1、FA022系列多仓混棉机的主要特点
(1)FA022系列多仓混棉机采用“逐仓喂入、同时输出”的混棉原理,利用时间差进行混棉,即原料由风机喂入本机后,首先进入第一仓,随着仓内棉量的增加,仓顶的透气孔会逐渐被堵塞而导致仓内气压上升,当棉量达到某一高度并且仓内压力达到预先设定的气压值时,本仓气动活门闭合,第二仓气动活门开启,开始喂棉

(2)利用混棉道靠风机或凝棉器抽吸输出棉流,结构简单,维护使用方便。
(3)采用420mM的大直径开棉打手,可纺制长绒棉和中长纤维等原料。
(4)出棉口处有落杂装置,能去除纤维中较大的杂质;出棉口处可选配TF27型桥式磁铁,使系统更加安全。
2.FA022系列多仓混棉机的主要结构
FA022系列多仓混棉机由机架、输棉风机、进棉道、配棉道、棉仓、给棉罗拉、打手、混棉道、气动控制装置、回风道、转速监测和电气控制系统等组成(图3—28)。
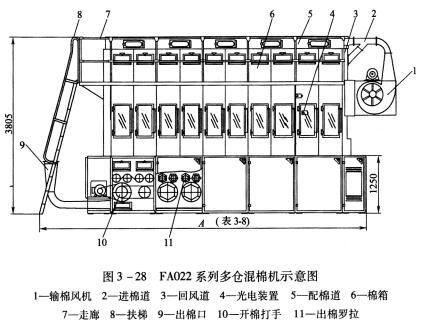
表3—8全机总长A与机型对照表
机型 |
FA022-6 |
FA022-8 |
FA022—10 |
A(mm) |
5082 |
6082 |
7082 |
(1)传动系统:
①输棉风机由一只4kW的电动机传动,改变速度时需更换主动带轮和被动带轮。
②打手由两只3kW的电动机传动,改变速度时只需更换电动机带轮即可。
③给棉罗拉由两只1.1kW的减速电动机传动,改变速度时只需更换过桥齿轮即可。
(2)机架:机架由前机架、中机架和后机架组成,采用钢板焊接结构。
(3)输棉风机:输棉风机位于机器后上部,将原料抽吸至本机再逐个喂入各棉仓内。风机叶轮为六翼径向直叶铸铝结构,直径为φ500mm。
(4)进棉道:呈矩形三通,中间设有气缸连接活门,当棉箱光
(5)配棉道:配棉道位于机顶,用于输送原料至各棉仓,高为150mm,宽为500mm,长度根据仓数不同而变更。配棉道底部(第一仓无气缸活门)自第二仓向后各仓上都装有由气缸拉杆推动的活门,活门的启闭随棉仓压力的变化由PLC(可编程控制器)控制。
(6)棉仓:棉仓数本系列产品有6仓、8仓、10仓等三种形式,每个棉仓由前后隔板分两节,上节为网眼钢板,用于仓内气流的排放;下节为钢板结构,在第二仓的观察窗处装有光电装置,控制棉仓内的储棉量。
(7)出棉罗拉:每个棉仓下部装有一对出棉罗拉,罗拉由法兰盘、翼片、挡板和密封圈装置组成,法兰盘和六块翼片焊接成一个整体(图3—29)。罗拉传动分为两组,每组传动一半数量的罗拉,分别位于机器的前左侧及后右侧,每组由1.1kW减速电动机通过双排滚子链传动,其速度有0.1r/min、0.2r/min、0.3r/min三种供选用。

(8)开棉打手:打手位于每对罗拉的下部中央,打手由法兰盘、打手板和密封圈装置组成,法兰盘和六翼打手板(打手板前端为齿形)焊接成一个整体(图3—30)。打手传动亦分为两组,每组传动一半数量的打手,分别位于机器的前右侧及后左侧,每组由3kW电动机通过B型带传动,其速度有260r/min、330r/min两种供选用。

(9)混棉道:混棉道位于机底,高为132mm,宽为1400mm的直形通道,经打手开松后落下的纤维,由各仓溢向机后回风道的回风与前方机台的凝棉器抽吸一起形成气流将纤维输往前方机台,在输送过程中纤维得到充分混合。
(10)回风道:回风道位于机后,高为2530mm,宽为1400mm,厚为101mm,四周用钢板组合而成,当进棉道
(11)气动装置:气动装置由气动三联件(气水分离器、油雾器、调压阀)、气缸、电磁阀和气管等组成,压缩空气正常工作压力为491kPa,根据工艺需要由PLC控制棉仓的喂入量。
(12)电气控制:电气控制系统装在机器尾部控制箱内,由光电装置,微差压控制器,小型继电器和PLC组成电气控制系统。光电装置控制棉仓要料与否,棉仓内的原料变化直接影响仓内压力的变更,微差压控制器发出信号给PLC,按顺序接通换仓电磁阀,达到自动换仓的目的。
(13)转速监测:在打手轴头处设有转速监测装置,当打手转速低于设定工艺转速时,给棉罗拉停止给棉,发出停车信号。
3.FA022系列多仓混棉机的主要技术规格(表3-9)
表3—9FA022系列多仓混棉机的主要技术规格
机型 |
FA022-6 |
FA022-8 |
FA022—10 |
|
机幅(mm) |
1400 |
|||
产量(kg/h) |
500 |
600 |
700 |
|
棉仓容量 [长(mm)×宽(mm)×高(mm) |
500×1400×2300 |
|||
打手 |
形式 |
六翼齿形钢板 |
||
直径(mm) |
420 |
|||
转速(r/min) |
260、330 |
|||
罗拉 |
形式 |
六翼钢板 |
||
直径(mm) |
200 |
|||
转速(r/min) |
0.1、0.2、0.3 |
|||
风机 |
形式 |
六翼径向铸铝叶片 |
||
直径(mm) |
500 |
|||
|
转速(r/min) |
1200、1400、1700 |
||
罗拉间隔距(mm) |
30 |
|||
罗拉与打手间隔距(mm) |
11 |
|||
装机功率(kW) |
12.2 |
|||
外形尺寸 [长(mm)×宽(mm)×高(mm) |
5735×2000×3805 |
6735×2000×3805 |
7735×2000×3805 |
|
机器净重(kg) |
6600 |
7490 |
8340 |
|
三、FA028系列多仓混棉机
FA028系列多仓混棉机适用于各种等级的原棉、棉型化学纤维及76mm以下的中长纤维的混合。纤维由进棉风机逐仓喂入本机各仓内,去除部分超短短绒和微尘并经开棉辊筒开松后,由输棉帘送至清棉机的给棉罗拉。FA028系列多仓混棉机有FA028型、FA028A型、FA028B型、FA028C型等四种机型(其中FA028A型多仓混棉机的用量很小,故本书不作讲解),现批量生产供用户使用的是FA028C型多仓混棉机,每种机型均有1200mm和1600mm两种机幅,能够满足不同的混合和产量要求。
1、FA028系列多仓混棉机的主要特点
(1)FA028系列多仓混棉机最大的特点是通过一组输棉帘子直接将棉筵喂给清棉机的给棉罗拉,给棉速度由交流变频无级调节,与清棉机给棉速度始终保持同步,保证喂入清棉机的棉筵能够达到极高的均匀度。采用此种连接方式可节省一台凝棉器或输棉风机,使开清棉流程更为简单,减少了设备占地面积和
(2)FA028系列多仓混棉机与FA022系列相同,也采用“逐仓喂入、同时输出”的混棉原理,利用时间差进行混棉,即原料由风机喂入本机后,首先进入第一仓,随着仓内棉量的增加,仓顶的透气孔会逐渐被堵塞而导致仓内气压上升,当棉量挡住光电并且仓内压力达到预先设定的气压值时,本仓气动活门闭合,第二仓气动活门开启并开始喂棉,此程序重复直至每一个仓的喂棉过程完成。需要向梳棉机供棉时,所有仓下的出棉罗拉同时启动,仓内气压因棉量下降而逐渐降低,当任意一仓的棉花高度低于光电位置时,自动重复上述喂棉过程。设备正常工作时,因采用逐仓顺序喂入而同时输出,故仓与仓之间的储棉高度会经常保持着一个梯度,即形成阶梯状(与图3—27类似)。
(3)采用大容量多仓混棉,克服了老式混棉机原料无序喂入及角钉帘混棉造成的棉花翻滚不匀,形成索丝、棉结。
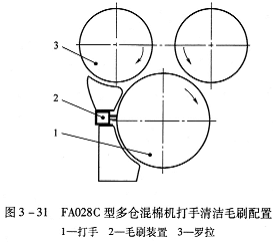
(4)FA028C型多仓混棉机的开松打手周围装有清洁毛刷(图3—31),专门用于清除打手表面勾挂的纤维,防止缠绕打手,影响开松效果使棉结增加。该机型不仅适于纺细绒棉,也适于纺长绒棉及化学纤维等。
(5)灌仓时输送纤维的气流透过棉仓之间和顶部的网眼板到达排尘管道,最终排至滤尘机组,气流带走了纤维中的部分超短短绒和微尘,故该机具有除杂功能。
(6)采用工业触摸屏及PLC控制技术,参数设定、显示、操作方便直观。
(7)FA028型和FA028B型的中棉箱采用双层墙板,而FA028C采用单层墙板,方便设备的维护保养。
(8)FA028型和FA028B型的上棉箱只有三面有走台,其后部没有走台,对设备的维护保养不利;FA028C型采用环形走台,方便行走和设备的维护保养。
(9)FA028型和FA028B型与TV425A型输棉风机配套使用,该风机采用塔式皮带盘调速;FA028C型与TV425C型输棉风机配
2.FA028系列多仓混棉机的主要结构
FA028系列多仓混棉机由机架、出棉罗拉、开棉打手、毛刷装置、输棉帘、棉仓、配棉道、气动控制装置和电气控制系统等组成(图3—32)。

(1)机架:机架由前机架、中机架、后机架组成,采用钢板焊接结构。
(2)出棉罗拉:每个棉仓下部装有一对出棉罗拉,出棉罗拉由法兰、翼片、轴和密封装置组成,翼片、法兰、轴焊接成一个整体(与FA022系列多仓混棉机的出棉罗拉结构相同,参见图3—29),十二个出棉罗拉由一个1.5kW的变频减速电动机传动。
(3)开棉打手:开棉打手位于每对出棉罗拉的下部中央,每个打手由打手翼、轴、堵头和密封装置组成(图3—33),前端为锯齿形的打手翼、堵头、轴焊接成一个整体。六个打手由一个5.5kW的电动机传动,第一和第六打手非传动端的轴头处设有转速监测装置,当打手转速低于设定工艺转速时,出棉罗拉停止给棉,显示面板出现报警。

(4)毛刷装置:FA028C型的每一个打手周围装有一套毛刷装置,用来及时把勾挂在打手齿上的纤维刷下来,防止打手缠花。FA028型和FA028B型也可根据需要选配该毛刷装置。
(5)输棉帘:输棉帘由平帘、斜帘、压棉帘组成,如图3—34所示。FA028型的平帘、斜帘、压棉帘均由与其配套使用的清棉机的给棉电动机传动;FA028B型和FA028C型的平帘由平帘电动机单独传动,斜帘、压棉帘由与其配套使用的清棉机的给棉电动机传动。输棉帘的速度随与其配套使用的清棉机给棉速度变化而变化。

(6)棉仓:每个棉仓由前后隔板分开,用于分开原料形成独立棉仓,棉仓上部隔板为网眼板,用于仓内气流的排放,在每个棉仓的中上部装有光电装置,当任一棉仓储棉量低于光电装置位置时,电气控制系统向抓棉机发出要棉信号,开始向第一仓喂棉

(7)配棉道:配棉道位于机顶,用于输送原料至各棉仓,其结构如图3—36所示。任一棉仓上部的配棉活门开启后,配棉道与此棉仓形成进棉通道,可向此棉仓喂棉。配棉道进棉口处有一通气孔,此通气孔通过气管与压力传感器相连以在线检测此棉仓压力,随着此棉仓棉量的增加,此棉仓前后网眼板上的网眼通气孔会逐渐被堵塞而引起此棉仓内压力上升,当在线检测出的此棉仓压力达到设定压力时,此棉仓的配棉活门关闭,此棉仓喂满棉,同时后一个棉仓上部的配棉活门开启,向后一个棉仓喂棉。此过程重复至六个棉仓喂满棉,一个喂棉过程完成。设定压力由使用厂根据实际需要在操作屏上设定。配棉道底部从第二仓向后各仓上的配棉活门都由气缸拉杆推动,配棉活门的开、闭动作随棉仓压力的变化由PLC控制。

(8)气动控制装置:气动控制装置由气动三联件(过滤器、调压阀、油雾器)、电磁阀、气缸、气管等组成。气动控制装置、压力传感器和PLC一起用来控制向本机各仓的喂棉过程。
(9)电气控制:电气控制系统装在机器尾部的控制箱内,由光电装置、微差压控制器、小型继电器和PLC组成电气控制系统。光电装置控制棉仓要料与否,棉仓内的原料变化直接影响仓内压力的变更,微差压控制器发出信号给PLC再按顺序接通换仓电磁阀,达到自动换仓的目的。
3.FA028系列多仓混棉机的主要技术规格(表3—10)
表3—10FA028系列多仓混棉机的主要技术规格
机型 |
FA028—120 |
FA028—160 |
FA028B—120 |
FA028B—160 |
FA028C—120 |
FA028C—160 |
||
机幅(mm) |
1200 |
1600 |
1200 |
1600 |
1200 |
1600 |
||
产量(kg/h) |
500 |
600 |
600 |
800 |
800 |
1000 |
||
棉仓仓数(仓) |
6 |
|||||||
单仓最大容量(m3) |
1.26 |
1.68 |
1.26 |
1.68 |
1.26 |
1.68 |
||
单仓最大容棉重量(kg) |
37.8 |
50.4 |
37.8 |
50.4 |
37.8 |
50.4 |
||
打手 |
形式 |
六翼齿形钢板 |
||||||
直径(mm) |
250 |
|||||||
转速(r/min) |
576、672、768 |
|||||||
出棉罗拉 |
形式 |
翼片式 |
||||||
直径(mm) |
200 |
|||||||
出棉罗拉转速 (r/min) |
I挡 |
0.034-0.34(变频控制) |
0.034-0.34(变频控制) |
|||||
Ⅱ挡 |
0.043—0.43(变频控制) |
|
0.043—0.43(变频控制) |
|||||
Ⅲ挡 |
|
|
0.047-0.47(变频控制) |
|||||
Ⅳ挡 |
|
|
0.054-0.54(变频控制) |
|||||
输棉平帘速度(m/min) |
|
|
最高25.12(变频控制) |
|||||
排杂风机 |
叶轮形式 |
12叶后倾式 |
||||||
叶轮直径(mm) |
290 |
|||||||
转速(r/min) |
2820 |
|||||||
排尘回风风量(m3/h) |
4000-4600 |
4200—5600 |
4000-4600 |
4200—5600 |
4000—4600 |
4200—5600 |
||
排尘管连续负压(Pa) |
-80~-110 |
-90~-150 |
-80~-110 |
-90~-150 |
-80~-110 |
-90~-150 |
||
排尘量(kg/h) |
1 |
1.5 |
1 |
1.5 |
1 |
1.5 |
||
装机功率(kW) |
6.05 |
8.65 |
8.1 |
|||||
外形尺寸 [长(mm)×宽(mm)×高(mm)] |
4664.5×2426×4000 |
4664.5×2826×4000 |
4664.5×2426×4000 |
4664.5×2826×4000 |
4664.5×2426×4000 |
4664.5×2826×4000 |
||
全机总重(kg) |
5000 |
5500 |
5000 |
5500 |
5000 |
55 00 |
||
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


