主喷嘴+管道片式引纬系统
采用射流牵引纬纱穿过梭口的无梭织机称为喷射织机,喷射织机又分为喷气织机和喷水织机,喷气织机是依靠高速气流与纬纱间产生的摩擦力牵引纬纱穿过梭口。喷气织机的历史起源于1914年美国人勃洛克取得的专利,此后引起很多国家的纺织机械制造者的重视。1949年捷克斯洛伐克首先制成了喷气织机,由于该机对气流的扩散没有限制措施,所织制的织物幅宽有限,只有45cm,这是P型喷气织机的初始型式。1956年捷克斯洛伐克采用了组合式管道片限制气流的扩散,使喷气引纬技术有了突破性进展,制成了具有实用价值的P105型喷气织机。1963年荷兰研制了辅助喷嘴引纬技术,使织物幅宽和织机转速有了大幅度提高。20世纪70年代,另一种限制气流扩散的方法——异形筘问世,使喷气织机所织织物的品种范围和质量有了新进展,到1976年开始工业化生产。随着气流引纬技术的日益完善和计算机技术、网络技术的广泛应用,大大拓展了喷气织机应用范围,提高了自动化、智能化程度。目前上机筘幅可达4m,最高入纬率接近3000m/min,织机的最高转速已超过1700r/min。
一、喷气织机引纬系统的类型
在喷气织机的发展过程中,按照喷嘴的数量,形成了单喷嘴引纬与主喷嘴、辅助喷嘴接力引纬两大类型,气流扩散的控制形式有管道片和异形筘两种方式,不同喷嘴数量和不同控制气流扩散方式的组合,形成了喷气织机的三种引纬系统。
(一)主喷嘴+管道片式引纬系统
早期的喷气织机采用主喷嘴+管道片式引纬系统,其结构如图6—1所示。
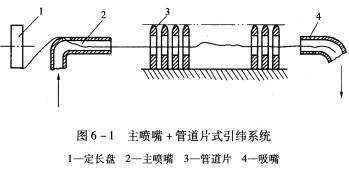
纬纱从储纬器的定长盘1上脱下,由圆管状主喷嘴2的射流牵引,穿过主喷嘴进入梭口飞行。由于射流具有流速衰减特性,导致引纬气流速度(ν)迅速下降到等于,甚至小于纬纱的飞行速度(u),使气流失去对纬纱的牵引能力(ν=u),甚至对
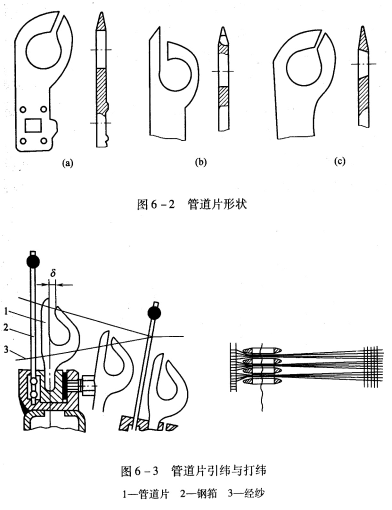
常见管道片的形式如图6—2所示,引纬通道是由数百个管道片构成的,管道片之间要留有间隙,以容纳经纱。引纬时,管道片要插到上、下层经纱之间。引纬后,随着钢筘的向前摆动,管道片逐渐退出下层经纱,引入管道的纬纱从管道片上方的脱纱槽脱出,被钢筘推向织口,如图6—3所示。
在主喷嘴+管道片的引纬系统中,管道片的运用有效地减少了气流的扩散,提高了出梭口侧的气流速度,为顺利引纬提供了有利条件。管道引纬显著地提高了布面的质量,并使引纬筘幅伸展到1m左右,供气压力降至0.1MPa以下,动力消耗减少。但引纬气流从管道片的间隙中向外扩散,速度的降低还相当大,当幅宽达到1m以上时,由于气流的速度降低,在出梭口侧会产生严重的纬缩织疵,故只能用于窄幅织物的生产,目前该种类型的喷气织机已经被淘汰。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


