喷气引纬工艺
喷气引纬工艺主要有:主辅喷嘴的喷射时间、引纬起始和终止时间与主辅喷嘴的供气压力,做到先供气,后引纬,减小纬丝波动与漂移,并保证纬丝出梭口时间。
1.喷射时间
主辅喷嘴的喷射时间(电磁阀的开闭时间)和纬丝释放制停时间(储纬器上挡丝磁针的开闭时间)要严密配合。如图2-20所示,电磁阀和储纬器上挡丝磁针的开闭时间由电脑控制中心1输入并自动监控。主辅喷嘴的喷射时间和纬丝释放制停时间配合实例如图2-21和表2-6所示。
主喷嘴电磁阀实际开启时间与测长储纬器上纬丝实际释放时间相同,纬丝由主喷嘴射流牵引,从测长储纬器上脱下开始飞行,第一组辅助喷嘴同时开启,在纬丝到达之前稳定流场,即做到先供气。各组辅助喷嘴的电磁阀相继开启,又先后关闭,以接力方式进行引纬,提前纬丝到达开启,晚于纬丝到达下一组辅
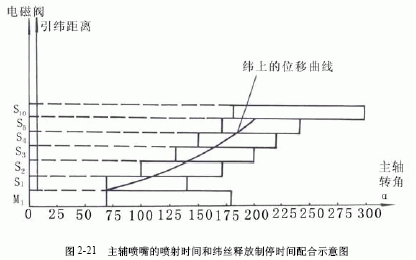
助喷嘴关闭,既满足纬丝稳定牵引的作用,又控制压缩空气的消耗量。由于引纬后期,主射流已基本衰减,射流场中的纬丝质量又增大,为了保持射流对纬丝的牵引作用,缩短辅助喷嘴组与组开启的间隔时间。吸纬喷嘴的开启时间为主喷嘴关闭时间,其关闭时间约为综平时间。

2.供气压力
供气压力在满足喷气引纬要求的基础上,低些为好,力求降低压缩空气的消耗量。
供气压力根据织机规格与织物的种类确定。从空气压缩机到喷嘴各阶段的压缩空气的压力有如下关系:
![]()
式中:PL 织机的供气压力,kgf/cm2;
PN 喷嘴的供气压力,kgf/cm2;
PC 储气筒的供气压力,kgf/cm2。
例:主喷嘴要求的最大供气压力是3kgf/cm2,根据公式(2-13)、(2-14)得到:
织机的最低供气压力是4.5kgf/cm2;
储气筒的最低供气压力是5.5kgf/cm2。通过图2-20中的调压阀设定空气压缩机
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


