供气原理及多色纬纱的织造
(一)供气原理
异形筘多喷嘴引纬系统的供气原理如图6—10所示。主喷嘴3、4的压缩空气由两部分供应:储气筒T1通过电磁阀M向主喷嘴供应压力较高的压缩空气(0.3~0.35MPa),高压气流用于引纬;储气筒T5的压缩空气经低压调压阀V1后,持续地向主喷嘴供应,使在电磁阀M关闭之后,主喷嘴仍然保持着较弱的微风气流。主喷嘴微风的作用是:在非引纬期间,让主喷嘴内的纬纱受到一个预张力,使纬纱保持伸直状态,防止卷缩。
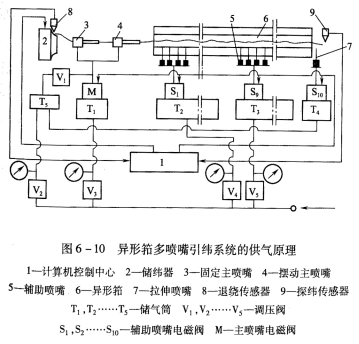
压缩空气由储气筒T2、T3经电磁阀S1、S2……S9向辅助喷嘴5做分组供应,每2~4个辅助喷嘴为一组,由一个电磁阀控制它们的喷射时间。辅助喷嘴的问距一般在30~80mm,分大间距和小间距两种.大部分辅助喷嘴为大间距,仅靠近出梭口侧的若干辅助喷嘴采用小间距,如PAT—A型喷气织机的辅助喷嘴大间距为74mm,最后几个辅助喷嘴的小间距为37mm,辅助喷嘴分别由储气筒T2、T3供应压缩空气,T2的供气压力比T3略低。引纬工艺设计中产生上述排列间距和供气压力差异的原因是:当纬纱飞行到异形筘6的右侧区段时,由于纬纱质量增大,纬纱头端飘动的可能增大,这时主喷嘴已经闭合,纬纱完全依靠辅助喷嘴的气流来牵引,纬纱头端的飞行速度可能不及后续部分的纱线速度,即出现“前拥后挤”现象。为防止纬纱速度的下降,将最后几组辅助喷嘴的供气压力提高,排列间距减少,以提高气流对纬纱头端的牵引能力。
拉伸喷嘴7由储气筒T4供气,其供气压力高于主喷嘴和辅助喷嘴,由调压阀V2进行调节,它的喷气时间由电磁阀S10控制。计算机控制中心向主喷嘴电磁阀(M)、辅助喷嘴电磁阀(s)和储纬器发出电信号,使这些组件执行相应的开、闭动作。
(二)多色纬纱的织造
喷气织机可以织制多达8种不同纬纱的织物,图

几根主喷嘴的喷管同时对准异形筘的筘槽,必然会给引纬工作带来一定的不利影响,为使主喷嘴喷出的引纬气流携带着纬纱顺利进入筘槽,在使用多于4色的选纬装置时,可将靠近主喷嘴的一段筘槽设计成喇叭形,即靠近喷嘴出口的筘槽尺寸大,远离喷嘴出口的筘槽尺寸小,以使主喷嘴喷出的引纬气流携带着纬纱顺利进入筘槽。也有的喷气织机采取主喷嘴微微上下摆动技术,在引纬前使即将喷射气流的主喷嘴出口自动与筘槽对正,保证纬纱和气流能够顺利进入筘槽,而非引纬的主喷嘴出口与筘槽可以不对正。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


