三轴摩擦盘假捻器
1963年4月,Scragg和Sons公司专利——英国专利BP1085052——最早提出了三轴摩擦盘假捻装置,Barmag则首先在ITMA71上展出第一个样品。随后,其他机器制造商也设计了类似的假捻装置。这一类假捻装置的成功是因为纱线和摩擦盘问的接触角可确定纱线前进方向和旋转方向的速度分量。
图7—12所示为三组摩擦盘交迭排列而形成等边三角形的三轴摩擦盘假捻器。控制好纱线与摩擦盘间的夹角,可获得所需捻度,并使纱线向前运动。
目前,所用的摩擦盘材料为等离子处理、金刚石或采用陶瓷或聚氨酯,加工速度可达1500m/min。
但是,实际所用的速度一般是1000m/min(78dtex锦纶复丝)和750m/min(167dtex涤纶复丝)。
如图7—11所示,有多种摩擦假捻装置,但摩擦加捻的机理相同。下面讨论单摩擦盘加捻机理[11]。
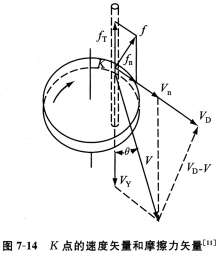
分析中各符号为:θ为加捻丝的表面螺旋角;VD(D)为摩擦盘表面切向速度;VY(y)为加捻丝的前进速度;f为纱线和摩擦盘间的摩擦力;VR为丝条旋转切向速度;fn为垂直于纱轴并形成加捻扭矩的摩擦力分量;fT为沿着纱轴、增加或减少纱线张力的摩擦力分量;φ为摩擦盘切向速度与纱线前进速度间的夹角;V为纱线上K点的合成速度。

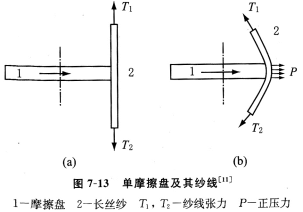
1)长丝纱沿摩擦盘表面必须要有一定程度的弯曲
如图7—13所示,(a):当长丝纱的两端施加张力T1和T2时,纱线和摩擦盘之间没有正压力,因此不能产生摩擦力,纱线不能加捻;(b):长丝纱必须沿着摩擦盘弯曲形成一包围角,在张力T1和T2的作用下产生正压力,因此当摩擦盘转动时,纱线在摩擦力作用下加捻。
2)摩擦盘与长丝纱之间的摩擦力方向
如图7—14所示,摩擦盘
3)摩擦盘和长丝纱前进方向之间的夹角φ
摩擦力可分解为两个分量fn和fT。fn垂直于纱轴,形成加捻扭矩;fT平行于纱轴,不会形成加捻扭矩,但会影响纱线张力。
图7—15表示摩擦盘和长丝纱前进方向之间的夹角φ的三种情况:φ=90°、φ>90°和φ<90°。
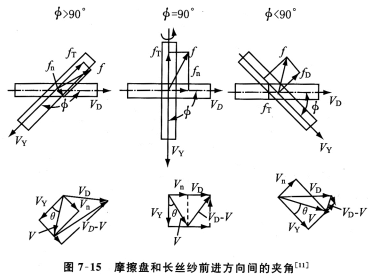
当φ<90°时:
(a)![]() 的值较小,对丝条的损伤较小;
的值较小,对丝条的损伤较小;
(b)加捻摩擦扭矩较大;
(c)fT较小。
4)摩擦盘速度
摩擦盘的表面速度也影响摩擦力方向,如图7—16所示。当![]() 增加时,
增加时,![]() 的方向(也就是摩擦力f的方向)会向fn的方向偏转。当
的方向(也就是摩擦力f的方向)会向fn的方向偏转。当![]() 达到一定值后,
达到一定值后,![]() 的方向与
的方向与![]() 直。这时,fT=0,Fn=f,摩擦力完全成为加捻扭矩的有效分量,并对丝条张力不产生影响(T2=T1)。此时有:VD/VY=1/cosφ,φ<90°。
直。这时,fT=0,Fn=f,摩擦力完全成为加捻扭矩的有效分量,并对丝条张力不产生影响(T2=T1)。此时有:VD/VY=1/cosφ,φ<90°。
当φ>90°时,fn和fT随VD增大而增加,丝条两端的张力差异也增大,这一般是不希望的。

当φ<90°或φ>90°时,φ角越小,![]() 越小;当φ=θ时,
越小;当φ=θ时,![]() 重合,
重合,![]() 此时,丝条和摩擦盘之间不再打滑,如图7—17所示。
此时,丝条和摩擦盘之间不再打滑,如图7—17所示。
综合以上分析,理想的摩擦加捻条件是:
(1)![]()
(2)φ接近或等于θ。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


