拉伸假捻变形
直到20世纪70年代中期,变形加工所用的原丝一直是全牵伸丝。当摩擦假捻变形设备使得变形速度有所提高后,才有可能将拉伸加工和变形加工结合进行,因此,可采用未取向丝和部分预取向丝进行假捻变形加工。拉伸一变形加工有以下两种方法:
(1)拉伸和变形在两个连续区域内进行(连续型);
(2)拉伸和变形在同一区域内进行(同时型)。
连续型变形加工中,在同一台机器上,预取向丝在变形加工之前进行拉伸。因此,这种方法需要增加一个拉伸区,包括喂入罗拉、热辊或热板。但是,同时型拉伸变形加工中,拉伸发生在喂入罗拉和摩擦假捻装置之间,且与加捻、加热和冷却同时完成,使得该工艺更经济。连续型拉伸变形加工机比同时型拉伸变形加工机更昂贵,另外,同时型拉伸假捻变形纱的质量更均匀。因此,同时型拉伸变形加工获得广泛应用。
在同时型拉伸变形过程中,由于长丝的内外转移,部分长丝在加热过程中完全拉伸,而部分长丝只是部分拉伸。纱线同时受到拉伸和加捻作用。此时,丝束外层的长丝张力较大,内层的长丝张力较小。如果预取向丝的残余拉伸倍数继续受拉伸作用,则外层的长丝拉伸过度,而内层的长丝拉伸不足。
同时型拉伸变形纱还有另外一个特征,即长丝截面发生了变形。这种变形可略微增加纱线的卷曲数,因此能产生较硬爽的手感,但更重要的是能产生闪光效应,这在某些最终用途中具有一定的吸引力,但对许多情况并无要求。纱线耐磨性可能有所下降,因为单丝截面的变形也可能使纱线强度有所下降。
与常规假捻变形纱相比,拉伸假捻变形纱的染色均匀性较好。拉伸假捻变形纱染色均匀性提高的原因是拉伸和变形速度较低,因此热定形时间增加。染色均匀性的提高也与同时型拉伸假捻变形纱的光线反射性能有关。
一般认为,与基本假捻变形加工相比,同时型拉伸变形加工中的拉伸比较小,且必须控制得更为精确。这可能是由于这样一个事实:因为长丝的内外转移,
通常认为,预取向丝比未牵伸丝更适合用作拉伸变形加工的原丝。这是因为未牵伸丝的贮存周期很短,只有几天的时间,而预取向丝的使用周期为几个月。
表7—1列出了预取向丝、未牵伸丝和全牵伸丝的结构特征对比。预取向丝的取向度比未牵伸丝高得多。X—射线衍射和密度法测试数据表明,与未牵伸丝相比,预取向丝的结晶度略高,这解释了为什么预取向丝具有较好的热学性能和稳定性。
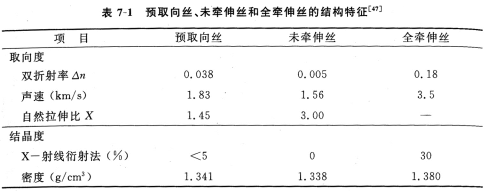
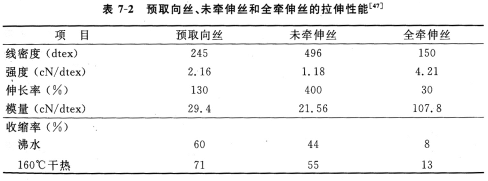
表7—2表示三种纱线的拉伸性能。预取向丝与未牵伸丝的取向度不同,因此纱线强度、伸长率和模量不同。预取向丝的高热收缩率是因为它取向度较高而结晶度较低。
同时型拉伸变形加工中,喂入罗拉与,中间罗拉(二级加热器机型)的速度比或喂入罗拉与输出罗拉(一级加热器机型)的速度比决定了拉伸倍数。可用下式计算起始拉伸比:

将上述起始拉伸比用于变形加工,并对制成的变形纱进行测试。再根据测试结果,来调整拉伸比。例如,如果纱线强力偏低,有断丝存在,并且加工效率较低,这表明拉伸比过高,应该减小拉伸比。增大拉伸比会降低染色深度,但可增加纱线强度。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


