假捻的形成及其过程
Konopasek[6]和其他研究人员[7-8]提出了假捻原理,他们给出了一种定性的、非数学表达的描述。Denton[9]则更详细地发展了他们的理论。根据Denton理论,纱线分为三个区域,如图7—7所示:加捻装置(如转子)之前为加捻区(A区),纱线在该区经过加热器;加捻装置和输出罗拉之间为退捻区(B区);输出罗拉和卷绕筒子之间为卷绕区(C区)。
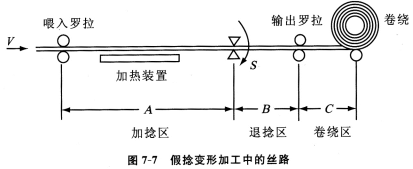
假设:(1)纱线移动速度和假捻器转动速度不变,且无捻滑产生;(2)加热作用对纱线捻度的影响不计;(3)由于加捻而产生的捻缩不计;(4)超喂或欠喂的影响不计;(5)起始捻度为零。
符号:,为假捻器回转数(r/s);υ为纱线移动速度(m/s);l为A区的长度(m);h为B区的长度(m);k为C区的长度(m);n为t时刻A区的捻度(捻/m);r为t时刻B区的捻度(捻/m);q为t时刻C区的捻度(捻/m);N为A区的平衡捻度(捻/m)。
在dt时间内,纱线向前运动的距离为dx=υdt,假捻器转数为sdt。
加捻区A:
假捻器旋转获得的捻数=sdt,通过假捻器失去的捻数=nυdt,净得捻度dn=![]() 。初始条件为t=0,n=0,积分得:
。初始条件为t=0,n=0,积分得:
![]()
退捻区B:
由假捻器回转得到的捻数=-sdt,从A区进入B区的捻数=ndx=nυdt,进A卷绕区C的捻数=rdx=rυdt,净得捻度![]() 。初始条件为t=0,n=0,积分得:
。初始条件为t=0,n=0,积分得:
![]()
卷绕区C:
从B区进入C区的捻数=rdx=rυdt,进入卷绕筒子失去的捻数=qdx=qυdt,净得捻度![]() 。初始条件为t=0,n=0,积分得:
。初始条件为t=0,n=0,积分得:

l/υ、h/υ和k/υ分别为复丝通过A区、B区和C区所用的时间。
图7—8用无量纲因子表示
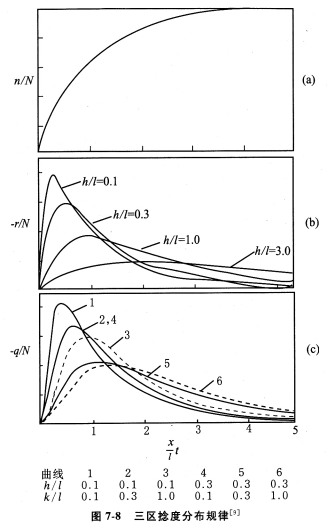
从上可以看出,复丝在A区加捻(A区的平衡捻度为![]() )、B区退捻(B区的平衡捻度为o)、c区卷绕。
)、B区退捻(B区的平衡捻度为o)、c区卷绕。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


