假捻变形纱机概述
合成纤维长丝纱具有热塑性。当合成纤维加热、受力时会产生变形,纤维结构也随之变化。当长丝冷却后,这种变形可永久地固定下来。因此,热塑性是合成纤维长丝纱进行热一机械变形加工的依据[1]。
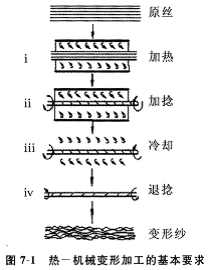
各种热一机械变形加工方法包括:传统的不连续变形加工(加捻、定形、退捻)、假捻变形加工、填塞箱变形加工、刀刃卷曲加工、编织一拆散变形加工和齿轮啮合变形加工。这些变形加工的基本要求如下(图7—1)[1-2]:
(1)将长丝加热到玻璃化转变温度以上Tg,并接近熔点Tm;
(2)使长丝变形,形成所需要的形态(如通过加捻);
(3)在保持所需形态的同时,将长丝冷却到玻璃化转变温度Tg以下。
通过以上三个步骤,每根单丝可形成永久性的卷曲、波纹或螺旋线形态。
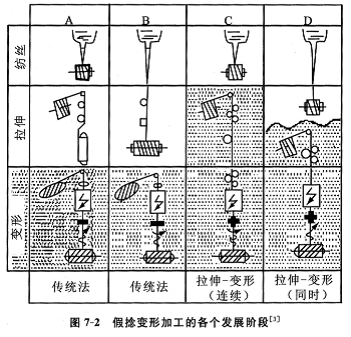
在早期,变形加工采用一种相当冗长的工艺,即传统的不连续变形加工方法(加捻—退捻),这种方法现在已不再采用。但是这种方法是假捻变形加工的基础,也就是说,连续变形加工方法是在传统不连续变形加工的基础上发展而来的。传统的不连续变形加工包括加捻、热定形、退捻三个步骤。图7—2表示连续假捻变形加工的各个发展阶段[3]。
A是早期阶段,是一种不连续变形加工技术,分为纺丝、拉伸、变形三个独立的步骤。在阶段B,纺丝、后拉伸连续进行,然后再对全牵伸丝进行变形加工。阶段C,纺丝、初生丝拉伸后就连续进行变形加工的一种方式。而拉伸、假捻变形同时进行是假捻变形加工的标准型,为阶段D。
假捻变形纱机的基本形式如图7—3所示[4]。图7—3(a)所示为用于加工锦纶高弹丝的一级热箱变形机,图7—3(b)是用于加工涤纶低弹丝的二级热箱变形机(称改性假捻变形纱)。在传统的不连续变形加工中,加工速度为1m/min到2m/min。到20世纪50年
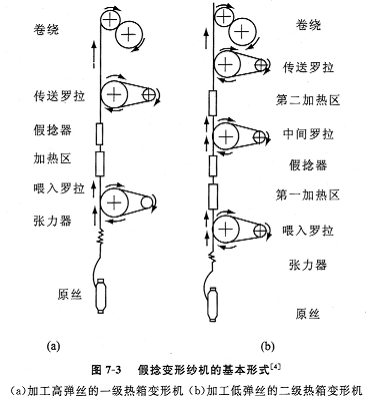
线密度为20dtex到300dtex且主要用于服用纺织品的假捻变形纱,占变形纱市场90%以上的份额。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


