假捻变形加工原理
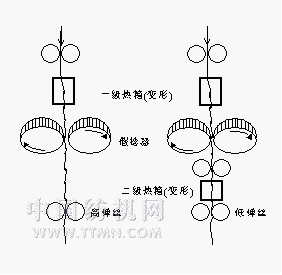
假捻变形加工可将前面所述的7个加工工序实现连续加工,即将加捻、热定形、退捻和并丝实现连续化。
如果握持复丝的一端,另一端旋转加捻,则得到真捻,如图7—5(a)所示。可以想象,如果握持复丝的两端,并在复丝两端的中间通过加捻装置进行加捻,复丝则在加捻装置的两端得到捻向相反、数目相同的捻度(图7—5(b)):一端为S捻,另一端为Z捻。而整根纱线的捻度之和为o。如果加捻装置连续旋转加捻,同时复丝往前运动,则纱线在月区退捻(图7—5(c))。当整个系统达到平衡状态时,输出的纱线上没有捻度。因此,结果是纱线在喂入侧(A区)加捻,在输出侧(B区)退捻。
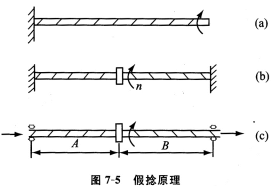
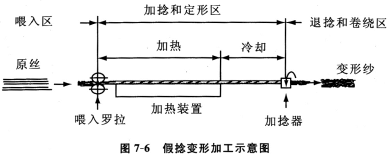
如图7—5(c)所示,如果在喂入罗拉和加捻装置之间安装一加热装置,则复丝在加捻状态下经热定形(图7—6)而形成三维螺旋卷曲。在加热装置后,复丝在进入加捻装置之前冷却。
当复丝通过加捻装置后,复丝上并没有捻度,这样就形成了卷曲复丝,并增加了纱线的膨松性。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


