加热系统中的各类加热方法
1.非接触式短程或高温加热器
采用非接触式加热器[32],丝条在变形加工过程中不直接与加热器表面接触。加热器开有凹槽,并装有导纱器以保证纱线走向准确。加热器表面与纱线之间的距离在加热器的人口和出口处最小,而在加热器的中部最大。
短程加热器的优点如下:加热器长度短、加热温度高、可在较短时间内使纱线达到所需的工作温度,这些优点促使了制造商对这种加热器进行开发。
非接触式意味着纱线与加热器之间的摩擦作用显著减小,这有助于纱线的高速加工,也有助于捻度的有效传递。因此,可在短程加热器上形成高膨松度变形纱。此外,非接触式加热器的清洗周期可大大延长,减少了停车时间。
2.激光加热
王[33-35]致力于应用激光加热的假捻变形加工,研究了采用激光加热的假捻变形工艺、激光加热对涤纶长丝纱的结构与性能的影响、CO2激光加热的传热过程。图7—23为激光加热假捻变形加工示意图。
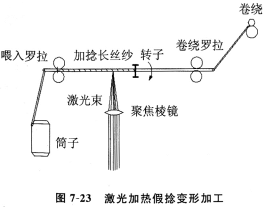
激光是一种新的热辐射源,在热塑性纤维长丝纱上的某一点,激光几乎在瞬时就转化为热能。当长丝纱用激光加热时,纱线温度取决于激光功率、处理时间和纱线本身的性能。对涤纶长丝进行激光热定形,结果表明能量吸收显著且加热进程很快。在假捻变形加工中采用C02激光进行热定形时,加热时间比一般的加热器快20—40倍。为了测量激光加热的纱线温度,采用了一种敏感的“温度显示液体”。比较了纱线达180~220℃所需的实测时间和理论预测时间。激光加热和常规加热的变形纱,在卷曲、热收缩和拉伸性能上无显著差异。常规加热后,单丝的结构变化比激光加热大,因为常规加热比激光加热的时间要长得多。变形后,两种长丝的表面都较粗糙,并有一定裂纹。但是,用激光加热的变形纱表面比常规加热的更粗糙,因为激光加热的处理强度比常规加热大得多。激光加热技术还
3.凝聚(Condensation)加热
凝聚加热可提高传热效率,纱线温度的升高时间可加快10到300倍,这取决于凝聚加热是发生在纱线表面还是单丝表面。以上结论已由一系列实验证实。实验证明,带有凝聚加热的变形系统可形成具有良好卷曲和机械性能的变形纱。凝聚加热箱的长度只有38cm,加工速度可达600m/min。使用高压蒸汽不会对纱线质量产生任何影响。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


