加工工艺质量控制
工艺控制可持续监控变形机上的各个参数。这是一个主动控制系统,对机器加工参数进行不间断检测,保证加工参数处于特定范围内。
现代摩擦假捻变形机通常会有自检功能,不间断地检测各工艺参数,如:罗拉速度、纱线张力、纱线捻度、纱线膨松度、加热温度等。如果检测到任何一个加工参数超出设定范围,系统都会发出警报。
假捻变形机的每一锭位都装有检测器。通过浏览检测器,可确定停机锭数、停机时间,进而了解形成疵点的持续时间等。这些信息有利于安排机器保养、确定培训重点。另外,这些数据也可反映原丝的质量变化情况。
在变形加工机的设计中,运行数据的收集是十分重要的。因此,大多数现代拉伸变形机都装有检测加热器温度、输送速度、假捻器回转速度、卷绕角、D/Y比等参数的装置,并与标准值进行比较。
1.纱线张力在线检测
张力传感器应安装在假捻装置之后的区域。在这个位置,张力传感器对加工过程中加捻和张力平衡的影响最小。
图7—29表示FAG的在线张力传感器OLT[58],图7—30为Barmag开发的张力传感器[12],这是目前两种最主要的纱线张力在线测量装置。

OLT传感器针对每个锭位,测量紧跟在假捻装置之后的纱线张力,对纱线质量进行在线控制。OLT传感器可连续记录张力峰值以及以平均值为中心的长片段波动。当张力超过预先设置的峰值、平均值、最高值或最低值时,内置计算程序会发出一个可见信号[59]。该装置还能确定纱线张力信号与疵点形成原因之间的关系,进而检测疵点发生的位置。
Barmag的Unitens可检测张力平均值的漂移、峰值、CV值估计,从而进入最高水准的纱线质量在线控制、数据统计和工厂管理[12]。
瑞士Retech[60]开发了用于假捻变形、空气变形、BCF生产和丝束纺丝的纱线张力检测方法。他们的WIN—P
2.纱线捻度在线检测
捻度检测的基本原理:在加捻区,纱线同时旋转和向前运动;纱线表面某一点的速度可分解为切向速度Vu和轴向速度Vax;这两个速度合成为纱线的表面速度V0,它的方向与纱轴成一定角度,该角度由捻回角决定;纱线捻度的计算公式为T=![]() ,很显然,当螺旋角。和纱线直径已知时,纱线捻度可通过计算得到。
,很显然,当螺旋角。和纱线直径已知时,纱线捻度可通过计算得到。
为了测量纱线捻回角,开发了一种测量装置。为了减小摩擦和磨损,该装置使用刀片或一个很小的陶瓷销,另外采用一种很小的激光传感器来测量纱线的直径[61]。如图7—31所示为纱线的捻度在线检测系统。
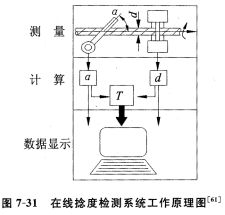
现有几种纱线螺旋角测量装置,响应速度快。测量纱线捻度对于加工过程中的纱线质量控制是很重要的,但要在机器上实施反馈控制系统是很复杂的[62]。
3.纱线膨松度在线检测
纱线体积也可作为监控变形纱质量的指标。Rieter—Scragg开发的“Quali-tor是用来测量纱线体积的装置。这种装置只能在采用二级加热器的机器上使用,它安装在第二热箱之后。由于超喂作用,纱线在膨松状态下通过该装置。检测速度为每秒10个数据,收集到的数据传输到微机控制系统“Introl”,该系统控制和显示热定形过程及其数据[60]。
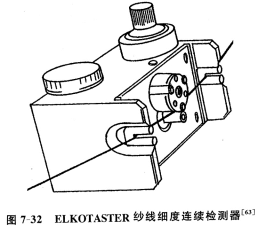
4.纱线粗细在线检测
变形纱的粗细、纠缠和线圈也可用探头和其他电子原件实施在线检测。Textechno开发了这种探头,商品名为ELKOTASTER[63](图7—32)。该探头可连续检测纱线粗细并将信号送给控制单元。如果纱线粗细超过预先设定的水平,机器会发出警报,或者停机。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


