变形加工丝路和自动控制
在过去的几十年中,假捻变形纱机的开发一直是制造商关注的重点。假捻变形纱机的重大进步不仅是设计了几种新机器,而且有许多改进和发展,包括:提高生产效率,在线检测及质量控制,双组分和多组分喂入,不同的M.V.T.变形加工丝路,自动络筒以及自动换筒生头连续变形。通过以上改进可生产各种常规变形纱、股纱和特殊变形纱。
在1994—2003年,共售出单热箱变形纱机11.4万锭,用于PA长丝纱的加工;140万锭双热箱变形纱机,用于涤纶长丝纱的加工(图7—33、7—34和表7—3、7—4)[64]。假捻变形机制造商有:Barmag/德国及中国、Himson/印度、Rieter/法国、TMT/日本、RPR/意大利、Giudici/意大利和Lakshmi/印度、Lohia/印度。TeijinSeiki和Murata现属于日本纤维机械集团TMT,所有中国制造商也都包括在内。因此,这无疑覆盖了全球用于涤纶和锦纶的假捻拉伸变形纱机99%以上的产量。


一、变形加工丝路
在早期的假捻变形纱机中,纱线以直线形式通过加热区和冷却区。另一种形式,纱线在位于喂入罗拉和加捻装置之间的变形区域呈折线。Denton[65]报道了,对于折线丝路,捻度为1990T/m时,捻度损失百分比急剧上升;低于1700捻/m时,捻度传送相当困难。加工速度较低时,纱线在加热区和冷却区内的停留时间足够长,从而保证良好的热定形效果。随着卷绕速度增加,加热区和冷却区长度必须延长,以提供足够的定形时间。因此,加热器的长度和机器高度必须增加,机器高度增加至5m。通过适当的机器设计,可改变纱线的直线丝路,同时不会降低纱线质量或机器效率[53]。
Barmag[12]开发了通用型机器FK6—1000,有M形(FK6M-1
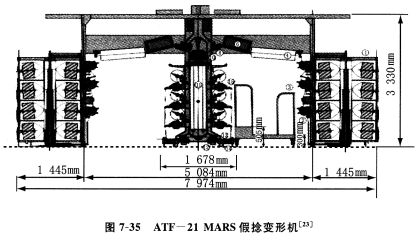
TMT集团Murata制造的ATF-12、15和21MARS[23]为高速拉伸变形机,ATF—21MARS有T形、V形和M形丝路。T形丝路、加捻区短,为直线形,可加工出高质量的变形纱。图7—35所示为ATF一21MARS。
三、自动控制
在现代假捻变形纱机上,通常有自检装置,这些装置可连续测量和检测以下参数:喂入速度、纱线张力、加热器温度、纱线捻度、纱线体积、纱线线密度等。如果系统检测到任意参数超出预先设定的范围,系统会有信号显示或者与网络系统和控制系统相连,进而反馈、控制或调节。
Saurer—Barmag、Rieter—Scragg、TMT—Murata和其他制造商开发了纱线张力在线检测、捻度在线检测、纱线体积在线检测、纱线线密度在线检测、加热温度在线检测等。
Saurer—Barmag[12]制造了在线检测装置UNITENS®来控制纱线质量,并开发了UPMSUNITENS……加工管理系统,以及基于用户WindowsNT操作系统的机器和质量控制。
Scragg制造的GOAL1210FLEX[13]可与M.V.S.T.产品监控系统相连,并通过张力在线监测系统“Qualitens”传送。
Murata制造的ATF—12[23]可通过张力控制系统NIP或张力检测系统,与工厂计算机系统相连。
机器制造商开发了自动落纱、纱线自动喂入、
TMT—Murata开发了自动落纱系统,No.3D1落纱机器人适用于各种型号的AFT—12机,No.3D2落纱机器人用于特殊型号的AFT—12机。这些系统的应用使工厂实现了自动化,并提高了产品质量和生产率。
Barmag制造的GreelManagere®[12](见图7—38)是具有自动接头的高效连续变形纱机器,具有以下特点:
(1)连续生产,无结头卷装;
(2)最佳的接头;
(3)对有接头和无接头卷装进行分类;
(4)按接头质量决定是否络筒;
(5)在筒子上作标记并分类;
(6)卷装分类;
(7)筒子整理、运输及统计。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


