罗拉牵伸中的纤维
一、罗拉牵伸的一般概念
(一)实现牵的条件
1、必需有两对罗拉组成两个握持钳口;
2、两对罗拉必需有相对速度;
3、两钳口必需有适当的距离。
(二)牵伸倍数
将须条抽长拉细的倍数称为牵倍数,有以下两种表示方法:
1、机械牵伸倍数E1:前罗输出速度与后罗拉输出速度之比,用公式表示为:
E1=V1/V2
式中;V1表示罗拉输出速度,V2表示罗拉喂入速度。
2、实际牵伸倍数E2:喂入须条的定量与输出须条定量之比,用公式表示为:
E2=W2/W1
式中:W1为输出产品单位长度的质量;W2为喂入产品单位长度的质量。
3、牵伸效率η:实际牵伸倍数与机械牵伸倍数之比,即为:
η=(E2/E1)×100%
(三)总牵伸与部分牵伸
1、总牵伸倍数E:最前罗拉线速度与最后罗拉线速度之比。
2、部分牵伸倍数e:相邻两对罗拉线速度之比。
总牵伸与部分牵伸之间的关系是:总牵伸等于部分牵伸的连乘积。
二、牵伸过程中纤维的运动
在牵伸过程中,从熟条到成纱的产品条干均匀度总是变差的。如熟条的条干CV%一般为3%-6%;粗纱的条干CV%一般为8%-9%;细纱条干CV%一般为13%-18%。为会么在牵伸过程中条干会变差呢?实践证明是由牵伸造成的。
1、牵伸过程中纤维的正常移距
为了研究牵伸区内纤维的运动需作以下假设:(1)所有纤维都是等长的;(2)所有纤维都是伸直平行的;(3)牵伸区内的纤维只有两种运动状态,即快速纤维与慢速纤维。
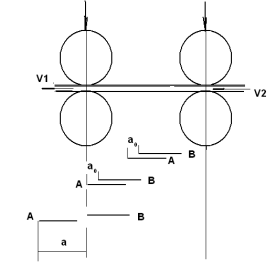
如图,假若纤维头端都在前钳口变速,a0为牵伸前纤维头端距离,a1为牵伸后纤维头端的距离。当纤维A头端到达前钳口时以快速运动
t=a0/v2
在t时间内,A纤维前进的距离a为:
a=v1×t=E×a0
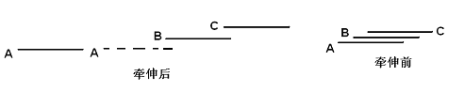
由此可知:须条牵伸后与牵伸前相比,纤维头端拉长了E倍,因此按照此规律牵伸,牵伸前后的均匀度没有变化。如图所示为纤维牵伸前后的排列状态:

2、移距偏差
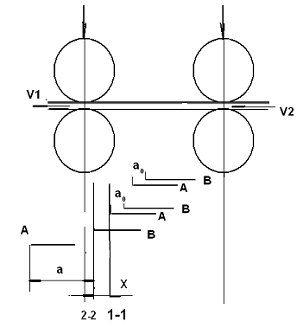
设1-1截面为A纤维头端的变速点,2-2为B纤维头端的变速点,X为两变速截面的距离。
(1)当A纤维开始变速时,B纤维距变速点的距离为:X+a0;
(2)B纤维到达2-2的时间为:t=(X+a0)/V2;
(3)在t时间内,A纤维前进的距离为:V1×t=a+X;
(4)牵伸后纤维头端距离为:
a=V1(X+a0)/V2-X=Ea0+X(E-1)
X(E-1)为移距偏差。如图所须条牵伸后在A与B纤维之间形成明显的细节。移距偏差越大,牵伸后形成的细节越长。
如果1-1为B纤维的变速截面、2-2为A纤维的变速点,则牵伸后纤维的头端移距为:
a=V1(X+a0)/V2-X=Ea0-X(E-1)
按此种模式,在A与B纤维之间形成粗节。
由此可知:(1)X(E-1)越大,则牵伸后产生的粗细节越明显;(2)X越大,则移距偏差越大;(3)E越大,移距偏差越大。因此提高纱条的均匀度的思路是:尽可能使X及E小。
3、牵伸内纤维变速点的数量分布
(1)牵伸内纤维变速点的分布在牵伸过程中,纤维头端的变速界面xi(变速点至前钳口距离)有大有小,各个变速界面上变速纤维的数量也不相等,因而形成一种分布,即为纤维变速点分布(曲线1)。
(2)牵伸内纤维变速点的分布状态的影响因素
a.同样长度的纤维其头端也不在同一位置变速,呈现一种分布。
b.长纤维变速点分布较集中且向前钳口靠近(曲线2);
c.牵伸形式不同,纤维变速点的分布曲线不同。
d.牵伸工艺不同,纤维变速点分布曲线不同。
为了获得均匀的产品应使纤维头端变速点分布尽可能向前钳口处集中而稳定。
三、牵伸区内纤维的数量分布
(一)牵伸区内纤维的分类
1、按握持钳口分:前纤维、后纤维
2、按速度分:快速纤维、慢速纤维、浮游纤维
(二)纤维的数量分布
1、牵伸区内纤维的数量分布
2、前纤维的数量分布
3、后纤维的数量分布
4、快速纤维的数分布
5、慢速纤维的数量分布
(三)影响牵伸区内纤维数量分布的因素
1、牵伸倍数
2、罗拉隔距
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


