- 打印
- 字号
- 收藏
精益求精,超越极限
瑞士habasit印花导带中国唯一代理商——科达
瑞士habasit印花导带中国唯一代理商——科达
产品用途及选用机型
产品剖面示意图
ENU-20EXBD

产品用途及适用机型
圆钢印花机
原配机型
斯托克Stork
MBK
齐玛Zimmer
美佳尼Reggiani
黄石纺机
上海太平洋等
产品剖面示意图
ENU-20ELBD

产品用途及适用机型
圆、平纲印花机
原配机型
布塞Buser平纲
齐玛Zimmer圆纲
美佳尼Reggiani
郑纺机平纲
浙江印机平纲、圆纲
节能圆纲等
Habasit印花导带特点及优势
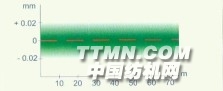
极低的中性层位置误差
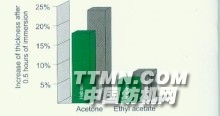
高抗化学性
产品剖面示意图
E-20EMBD

产品用途及选用机型
圆、平纲印花机
原配模型
节能圆纲、顺风平纲等
毛毯类,毛巾类,普通织物的圆纲和平纲印花机
产品剖面示意图
ENU-50AXBD

产品用途及适用机型
圆、平纲印花机
原配机型
束绊圆纲、平纲
大铉平纲
意大利MS
宏盛
郑纺机平纲
坚新平纲
德高平纲
奇正平纲
宗龙平纲
佑盛平纲
上海巨新等
高抗混性

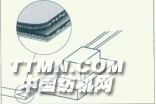
快速、简易的接驳与安装

印花导带的维护修理
导正
“导正”是调整导带位置以保证它于机器上不会跑偏及动作稳定(没有倾斜运动)的步骤。通常可透过以下各种方法达到此目的。
印花导带左右的边缘拥有正确的张紧
于回程路径上加设可调式压力轮
于印花导带边缘导正条。
于导带边缘设置拥有感应器的自动导正装置,以操作导正滚轮。
导正条及自动导正装置应于导带肯定不会跑偏及运作稳定的情况下才可使用(可以印花导带左右的边缘拥有正确的张紧来肯定)。
它们有效补偿其他于印花导带运作时的额外影响,但假若导带

此插图说明印花导带只有一边被拉紧下的情况:假若印花导带的右边被拉紧(A)(或左边被放松),印花导带会移向左边(B)。相反地,假若印花导带有趋势跑向右边,那么便需要拉紧右边以抵消以趋势。
基本法则:印花导带会有一个趋势跑向张紧力较少的方向。
为了避免导带过份张紧,导正的依法不应单单考虑张紧导带而是大部分情况可以放权导带。
根据规定,哈伯斯特的印花导带于装机时只需要被导正一次。如果不是的话,会于印花带运作的时候产生外来的影响,令印花导带左右松昆不一。
假若印花导带被发现有趋势跑向其中一边(例如:印花导带与其中一边的摩擦比另一边多),应考虑重新导正。切勿过份调较。可是,持续细微地调校也不是一个好方法。

印花导带的跑偏现象
印花导带通常会被机械性的导条引导。在此情况下,假若导带跑偏亦不易被发现,因为导条的位置不变,导条会持续加力于印花导带中。
结果,印花导带的边缘会被损坏。假若印花导带的边缘分裂成右边插图般,主要是由于印花导带持续与导条摩擦,并需被重新导正。
此外,就算边缘分裂本身不是问题,但它使导带有倾向产生更多的损坏。
在通常的情况之下,哈伯斯特的印花导带可以在很短的停机时间内被维修妥当。导带输送面的熟塑性表层使维修可能性大大增加。
需要的材料

修理程式

把印花导带移动使损坏的区域定位于横梁下。
把支撑板置于损坏的区域下并利用双面粘贴缪纸固定。
![]()
清洁损坏的区域并确保没有残留的颜料和汗物。
使用焊接工具,熔化在损坏区域输送面的材质直至织布层,形成完整的熔迹边界。请不要熔化成角度,因为填充的材料不能充分地黏附著。
![]()
利用焊接工具把可溶性薄膜熔化并填充被清除的区域。
请确保填充的可溶性薄膜时常保持液化;这样可以使输送面的材质形成单一性联结。

之前损坏的区域将被可溶性薄膜
利用冷却喷雾冷却修理的区域。

使得表面打磨盘把修理位置上多余的物料磨走,交叉地磨光确保打磨效果一致。
黏贴剂
水溶性黏贴剂
可通过黏贴剂应用系统直接应用在印花导带上。聚乙烯醇(PVA)黏贴剂的黏著力在加入10-15%乙醇后其黏贴力得以显著提高。
当机器停顿或在印花程序根据安排下停止时(例如在假日休息时),黏贴剂涂膜器必须被清理,否则黏贴会干涸及在涂膜刀口上结成凝块。这些凝块有可能会于印花程序重新启动时对印花导带表面的造成损坏(造成刻痕/刮损)。
热塑性及永久性黏贴剂
两种黏贴剂也可以被应用于印花导带上而不会发生问题。
有一些热塑性黏贴剂会被制造商加入丙酮,此举不会对印花导带造成问题。原因是每当黏贴剂被涂上印花导带后都会被风干,并通常需要几小时的时间。在风干的程序下,丙酮会完全地挥发掉而表面会完整地重新形成。
当使用湿必黏贴剂时,涂上热塑性黏贴剂会对导带表面提供明显的好处。在活跃温度约80℃(176°F)下,热塑性黏贴剂会被涂上洁净/已准备好的导带表面,经常地再涂上一层水溶性黏贴剂于热塑性贴剂上。
这样为会印花导带提供额外的保护。
(请同时参阅媒体编号2096资料中第18/19页中建议的黏贴剂)
黏贴剂在印花导带表面的黏著力
如发现黏著力有问题,请检查是否已完成了硅粉打磨处理并仔细检查打磨的充分和完整性。如有怀疑,请重新进行硅粉的打磨处理。
经常向最靠近的哈伯斯特分公司或瑞士总部重新订购硅粉末。请勿使用其他产品。
不要使用砂纸使印花导带变得粗糙!这样可能会形成深浅造成水份聚积并把湿生黏贴剂稀释。
使用乙酸乙酯作特别处理以改良对黏贴剂的亲和力
装上一块布,造成“旗帜”一样把布料连竿横越整形个印花导带的横宽,把乙酸乙酯倾注于布上及开动机器缓慢地运行数个回圈。
移走“旗帜”并让溶剂挥发掉。印花导带现
清除热塑性黏贴剂

圆例:
A=可吸收的布料
B=橡胶清洁器
C=回收桶
1准备工作
全部的加热装置必须关掉及冷却下来。
全部的机械部件必须与印花导带面分开。
固定可吸收的布料,像旗帜一样接近于回程滚筒。
旗帜与黏贴层的大小宽度必须相同,而长度为2米长。
于回程滚筒上装设橡胶清洁器中(如:聚氨酯弹性体(polyurethane elastomer),Shore95)及把橡胶清洁器调整至与印花导带表面轻微接触。,
在橡胶清洁器底下装设回收桶回收废料,并且防止废料残留在机器和地上。
2、步骤
倒入丁基醋酸厂或其他准许的化学品于旗帜上。
使机器慢速运行(约5米/每分钟)。
请确定橡胶清洁器不会干涸。继续倒入丁基醋酸厂于旗帜上。
我们不建议直接倒入印花导带上。
每平方米的印花导带大约使用1公升的丁基醋酸厂。
把机器运行2至3个回圈。
现在热塑性黏贴剂应该被清除掉。较小型的黏贴剂残迹可用人手透过布块清除。
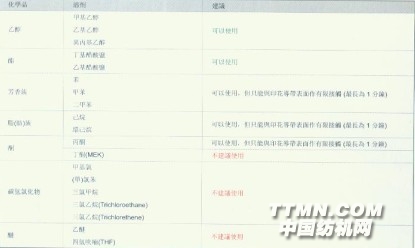
建议之化学品/溶剂
中国地区 科达公司销售网络

香港
地址:香港沙田穗禾路一号丰利工业中心12字楼17室
电话:(00852)2690 4002
传真:(00852)2687 1670
电邮:hkfd@fordatachina.com
上海
地址:上海市万源路2759弄E座(虹霞工业园)
电话:(0086-21)6446 3303
传真:(0086-21)6406 0250
邮编:201103
电邮:shfd@fordatachina.com
北京
地址:北京市朝阳区东四环中路78号大成国际2号楼503室
电话:(0086-10)5962 5275 5962 5295
传真:(0086-10)59
邮编:100124
电邮:bjfd@fordatachina.com
广州
地址:广州市番禺区市桥镇东环路120号
电话:(0086-20)8489 4125
传真:(0086-20)8487 3239
邮编:511400
电邮:gzfd@fordatachina.com
现瑞士Habasit 公司与科达公司共同斥资分别在上海、浙江、江苏、广东、北京设立了Habasit印花导带现场服务中心。各中心均配备瑞士进口维修设备和器材,并配备专用的交通工具。各中心的维修人员均由Habasit总部进行专业的技能培训,以满足广大用户对高品质、高速度和低价格的要求。