一工艺简介
染缸系统用于为布料着色,通过调节温度,压力,和颜料的流量形成一定的工艺条件,在相对稳定水位、压力、温度条件下对布料进行染色。系统属于全电脑控制,对各个控制量均实现闭环控制,根据反馈实时调节补偿,以达到稳定的控制效果。 用户对于每种染色工艺的要求不同,要求程序按照功能进行模块式划分,可以根据需求在上位机中灵活调用,组成一个工艺方案。
二.电气技术方案
2.1系统组成
根据客户需求,结合当前工控技术的最新技术和产品,设计采用的电气技术方案如下。 上位机采用工业平板PC机。PC机与PLC以RS232方式通信,上位机开发平台采用WonderwareIntouch9.5版组态软件,可实现对整机运行工作情况的监控和历史纪录数据的保存。
在可编程控制器(PLC)方面,选择业内领先的艾默生PLC作为核心控制器,采用MODBUS通讯协议,与艾默生变频器通过RS485总线通讯控制方式实现传动控制,并可与流量传感器通讯。根据系统要求,这些PLC分配在三个控制箱中。主控制箱中1台PLC配置为MODBUS主站,由主站对全部从站PLC、变频器、流量传感器进行监控;上位机通过主站来进行系统监控。
变频器选型采用艾默生TD3000系列和SK系列产品。TD3000系列变频器是高品质、多功能、低噪音的矢量控制通用变频器;SK系列变频器具有体积小巧、操作简便、功能实用、宽输出频率和低噪音等优点。
文本显示器采用无锡汇联SLIAN文本显示操作屏。
2.2电气系统结构图
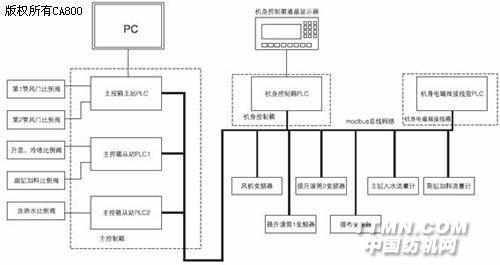
图中粗黑线表示的是MODBUS总线。
电气系统结构图说明
1、PC作为系统的上位机通过串口与主控制箱的PLC主站模块的通讯口0连 接,采用RS232通讯实现对PLC数据的采集和控制。 2、系统主干通讯网络采用MODBUS协议。 3、系统分为三个控制箱:主控制箱、机身控制箱、机身电磁阀接线盒。系统需要配置5个PLC主模块,以MODBUS总线协议进行通
2.3工作原理说明
人机交互通过PC实现,PC可以实时监控整个系统的工作运行状态、动作过程及故障报警、实时曲线描绘和保存历史数据等,同时可发送各种操作命令给PLC以控制系统的运行。
在主站PLC与PC、从站PLC、变频器和流量计仪表通讯方面,EC20PLC充分利用自身的优势,由于EC20PLC本身带有2个串行通信口(1个RS232口,集成自由协议/编程协议/MODBUS从站协议,1个RS232/485口,集成自由协议/MODBUS主站/从站协议),EC20PLC利用COM0口和PC进行通信(EC20PLC做从站,设置成MODBUS从站协议),利用COM1和多台从站PLC、变频器和流量计仪表组成网络进行集中控制(EC20PLC的COM1设置成MODBUS主站协议)。
艾默生变频器
5个比例阀控制器均由步进电机及放大器组成,由主站PLC及2个从站PLC通过高速脉冲输出口来进行控制。
流量计仪表具有MODBUS协议,可由主站PLC通过MODBUS网络访问和监控。另外,流量计具有脉冲计数和频率输出,可用于计量,作为备用方案。脉冲输出可以接入到EC20的高速输入通道。
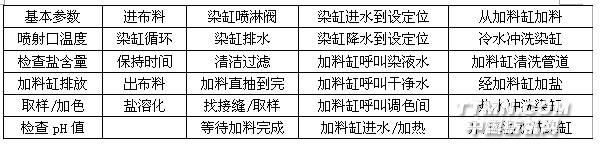
三.PLC逻辑控制 此次编程采用顺序功能图(Sequential Function Chart),利用顺序功能图的过程划分和步骤间转换功能。可将程序段进行模块化自由组合。由于顺序功能图编程具有直观和流程化的特点,分解后的每一步骤和每个转换条件都为相对简单的程序过程,在顺序控制领域应用比较广泛。3.1 模块化的分解与实现 染布工艺经过长时间的积累,已经形成一套相对固定的工艺流程。但是随着布料种类、染料种类和印染要求的不同,会在原有流程上进行一定的增加、删减或者参数的改变,因此需要将整个印染工艺分解为若干个小模块以实现这一功能。经过对印染工艺的了解,现将整体工艺拆分为如下功能块:|
| ||||

 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置: