聚乳酸纤维( PLA)属于脂肪族聚酯高聚物,具有较好的物理机械性能,以及较高的结晶度、取向度和强度。与聚酯和聚酰胺纤维相比,其手感和悬垂性更好,比重低,抗紫外线性能好,不易燃烧,燃烧时发烟量小,卷曲性和保形性较好[1,2]。聚乳酸降解后产生二氧化碳和水,对环境无污染[3]。
超临界CO2染色没有水资源的消耗和废水排放问题,是环境友好型加工过程,其应用于涤纶的染色研究已取得重要进展[4,5] ,而应用于PLA纤维虽有报道[6],但资料很少,还需从不同角度多方面研究。本试验对PLA纤维经超临界CO2 流体处理后,在物理性能、染色性能和微结构上的变化进行研究。
1 试验部分
1. 1 设备及仪器
FY120250201超临界二氧化碳染色机(南通飞宇石油科技开发有限公司) ,旋转式红外线小样机(靖江新旺染整设备厂) , SF600 Plus电脑测色仪(美国Datacolor公司),WC21纤维熔点测定仪(四川大学科仪厂) 。
1. 2 材料与药品
染料 C. I. Disperse Yellow 23
聚乳酸纤维 0.1 tex 38 mm (山东德州棉纺厂提供,美国产)
1. 3 测试
熔点 用纤维熔点仪测定。
染色性能 测试染色纤维的K/S值。
1. 4 染色工艺
PLA纤维染色工艺
处方
C. I. Disperse Yellow 23 /% (owf) 2
冰醋酸/ ( g/L) 1
浴比1 ∶30
工艺曲线
 还原清洗/(g/L)
还原清洗/(g/L)
碳酸钠 2
保险粉 2
浴比 1∶30
温度/℃ 70
时间/min 10
2 结果与讨论
2. 1 处理温度对PLA纤维性能的影响
当工作温度和压力高于二氧化碳的临界点时,才能达到超临界状态,且处理温度对超临界CO2 的物理状态和纤维微结构有很大影响。试验条件: 压力20MPa,处理温度分别为70、80、90、100、110、120 ℃,时间30 min。
基础实验工艺为:压力20MPa,时间30
2. 1. 1 对纤维熔点的影响
超临界CO2 流体能进入纤维内部,对其产生增塑和溶胀作用,进而改变其聚集态结构,导致纤维熔点变化。图1显示了不同温度超临界CO2 流体处理后纤维熔点的变化。
|
|
| 图1 处理温度对PLA纤维熔点的影响 |
图1表明,在处理压力和时间一定的条件下, PLA纤维的熔点随超临界CO2 处理温度的升高而升高。超临界CO2 处理时,在高温和CO2 流体的增塑作用下,PLA纤维大分子链段的活动性增强,发生重排,使结晶度或晶体规整性或晶体尺寸有所提高,进而使处理后PLA纤维熔点升高。此外, PLA纤维经水处理后,其熔点也随处理温度升高而升高(水处理在红外线染色机上进行,浴比1 ∶30) ,但升高程度小于超临界CO2。这是因为与水处理相比,超临界CO2 流体的增塑膨化作用更强烈,对纤维大分子链段重排的影响更大。
2. 1. 2 对纤维取向度的影响
双折射率是表征纤维大分子取向程度的重要参数。纤维双折射现象源于大分子或微晶体的各向异性,如果纤维中大分子完全没有取向,纤维就不存在双折射现象;反之,则取向度越大。
|
|
| 图2 处理温度对PLA纤维取向度的影响 |
图2表明,与未处理试样相比,经超临界CO2 处理后, PLA纤维双折射率降低,而且随处理温度升高,纤维双折射率逐渐减小,即PLA纤维取向度下降。纤维经过超临界CO2 流体处理后,由于流体的增塑膨化作用,使部分晶区或无定形区取向部分的反式构象链段
2. 1. 3 对PLA纤维染色性能的影响
采用常规分散染料染色方法, 分别对经超临界CO2 处理的PLA纤维和未处理纤维进行染色试验,结果如图3和表1所示。
|
|
| 图3 不同温度处理的PLA纤维的染色深度 |
表1 不同温度处理的PLA纤维对染料的吸附性
| 处理温度/℃ | 未处理 | 70 | 80 | 90 | 100 | 110 | 120 |
| 吸光度 | 0.460 | 0.392 | 0.388 | 0.367 | 0.362 | 0.350 | 0.345 |
| 相对上染百分率/% | 100 | 85.2 | 84.3 | 79. 8 | 78.7 | 76.1 | 75 |
注:用20 mL二甲基甲酰胺对0. 100 g染色纤维剥色,之后取5 mL剥色液稀释至25 mL,测其吸光度值。
| 相对上染百分率/% = | 处理纤维吸光度 | ×100 |
| 未处理纤维吸光度 |
图3表明,经超临界CO2 处理的PLA纤维,随处理温度升高,纤维染色的K /S值逐渐减小。表1中,处理温度升高,染料对纤维的上染率减小,这与纤维的结晶度变化有关,纤维结晶区增大,无定形区减小,染料上染率减小。
2. 2 处理时间对PLA纤维性能的影响
试验条件 温度90 ℃,压力20 MPa,处理时间分别为10、20、30、40 min时。
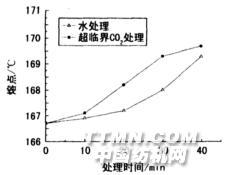
2. 2. 1 对PLA纤维熔点的影响
|
|
| 图4 处理时间对PLA纤维熔点的影响 |
图4表明,随着处理时间的延长, PLA纤维熔点增高。因为介质在PLA纤维内部的增塑膨化作用逐渐充分,纤维有序度增幅越大,纤维熔点越高。水处理后纤维的熔点随处理时间的延长而升高,但增幅亦低于超临界CO2。
2. 2. 2 对PLA纤维取向度的影响
|
|
| 图5 处理时间对PLA纤维取向度的影响 |
图5表明,经超临界CO2 流体处理后, PLA纤维取向度减小。说明处理时间的延长,超临界CO2 对纤维的增塑和溶胀作用较充分,导致更多的大分子链段或结晶解取向。水
2. 2. 3 对PLA纤维染色性能的影响
|
|
| 图6 超临界CO2 处理时间对PLA染色性能的影响 |
表2 不同处理时间对PLA纤维染色性能的影响
| 时间/min | 未处理 | 10 | 20 | 30 | 40 |
| 吸光度 | 0.460 | 0.438 | 0.373 | 0.367 | 0.344 |
| 相对上染百分率/% | 100 | 95.2 | 81.1 | 79.8 | 71.8 |
图6和表2表明,经超临界CO2 处理的PLA 纤维,染色后的K/S 值和剥色液的吸光度均随处理时间的延长而逐渐减小,即纤维对染料的吸附性减小。说明随着超临界CO2 处理时间的延长,纤维的结晶度提高,无定形区比例减小。
2. 3 处理压力对PLA纤维性能的影响
压力对超临界CO2 流体的物理性状有直接影响,不同物理性状的超临界CO2 流体对纤维的作用结果不同。因此,在温度90 ℃,时间30 min,压力分别为10、15、20、25、30MPa的条件下进
2. 3. 1 对PLA纤维熔点的影响
|
|
| 图7 不同处理压力对PLA纤维熔点的影响 |
图7表明,随着处理压力的升高, PLA纤维的熔点提高。因为压力的增加,使超临界CO2 流体密度增大,进入纤维非晶区后对纤维的增塑和溶胀作用加剧,使大分子链段的活动性增强并发生重排,促进了纤维结晶度或晶体尺寸的提高,因而熔点升高。
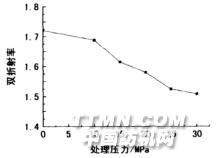
2. 3. 2 对PLA纤维取向度的影响
|
|
| 图8 不同处理压力对PLA纤维取向度的影响 |
图8表明,在其它条件一定的情况下,随着处理压力的增大, PLA纤维的双折射率逐渐减小,即纤维取向度降低。
2. 3. 3 对PLA纤维染色性能的影响
|
|
| 图9 超临界CO2 处理压力对PLA染色深度的影响 |
图9表明,随着处理压力的增大,经超临界CO2 处理的PLA纤维,染色后的K /S 值减小。
表3 不同处理压力对PLA纤维染色性能的影响
| 压力/Mpa | 未处理 | 10 | 15 | 20 | 25 | 30 |
| 吸光度 | 0.460 | 0.412 | 0.368 | 0.367 | 0.332 | 0.285 |
| 相对上染百分率/% | 100 | 89.6 | 80.0 | 79.8 | 72.1 | 62.0 |
表3中的吸光度值和上染率数据说明,随处理压力的增加,纤维对染料的吸附性下降,这是由于处理压力增大,纤维结晶度提高,无定形区减小。
3 结论
PLA纤维经超临界CO2 处理后,其熔点得到提高,而取向度和上染性均降低。上述性能的变化均随处理温度、压力和时间的增加而进一步加剧。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置: