.jpg) 式中:X—— 染色残液(包括洗涤液,皂煮液)的染料量,以占总量百分率表示;V a一A染浴冲稀后的体积;Ab 一A染浴冲稀后的吸光度;Va一B染浴冲稀的体积;A b一B染浴冲稀后的吸光度。1.4 结果和讨论1.4.1 工艺条件对活
式中:X—— 染色残液(包括洗涤液,皂煮液)的染料量,以占总量百分率表示;V a一A染浴冲稀后的体积;Ab 一A染浴冲稀后的吸光度;Va一B染浴冲稀的体积;A b一B染浴冲稀后的吸光度。1.4 结果和讨论1.4.1 工艺条件对活.jpg)
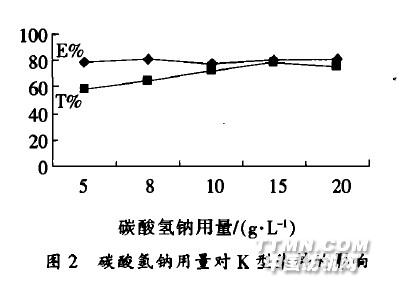
.jpg) 从图l~图3中可以看到,不同种类的碱剂对蚕丝染色的影响是不同的。碱剂用量对上染率和固着率都有不同的影响,但是碱剂对上染率的影响并不像对固着率的影响那么明显。总的趋势都是上升的。其中纯碱的影响最为明显,在10玑时上染率就达到81.7%,固着率也达到63.2%。随着碱剂用量的增加,虽然上染率和固着率都有不同程度的上升,但上升的幅度比较小,在实际生产中应选用用量较小,固着率较高的碱剂。所以应该选纯碱作为固色剂,用量为l0 g/L较好。本实验也选用纯碱作为固色剂。
从图l~图3中可以看到,不同种类的碱剂对蚕丝染色的影响是不同的。碱剂用量对上染率和固着率都有不同的影响,但是碱剂对上染率的影响并不像对固着率的影响那么明显。总的趋势都是上升的。其中纯碱的影响最为明显,在10玑时上染率就达到81.7%,固着率也达到63.2%。随着碱剂用量的增加,虽然上染率和固着率都有不同程度的上升,但上升的幅度比较小,在实际生产中应选用用量较小,固着率较高的碱剂。所以应该选纯碱作为固色剂,用量为l0 g/L较好。本实验也选用纯碱作为固色剂。 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


