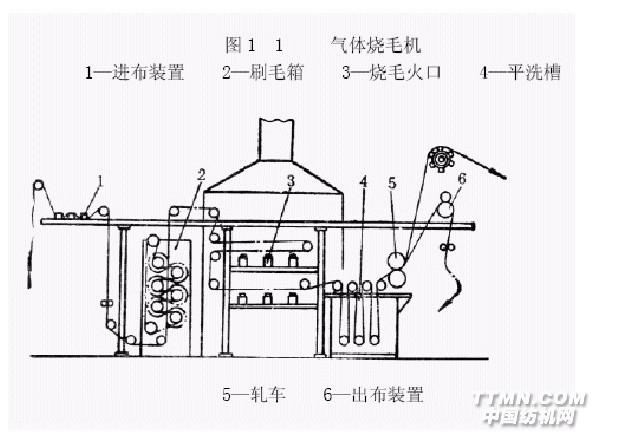
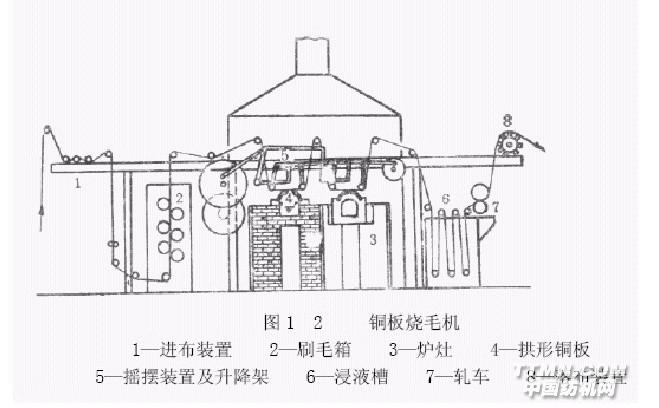
 气体烧毛机对各种纺织物都适用,对凹凸提花织物效果尤其好,烧毛质量比较匀净,火焰易控制。气体烧毛机工作时对室温影响较小,准备工作时间短。热板烧毛机需提前约1h点火,将金属板或圆筒烧到红热,才能开始烧毛。铜与铸铁等金属材料在红热条件下容易被空气中的氧气氧化,耗损较大。气体烧毛机由进布装置、刷毛箱、烧毛火口、灭火装置组成。气体烧毛机的主要部件是烧毛火口,通常使用狭缝式火口,这种火口使用历史较早,目前仍在使用。火口是一狭长的铸铁制小箱体,箱内是可燃性气体和空气的混合室,小箱上部有一条狭缝,是可燃气与空气混合物的出口,称为喷口,喷口宽度一般为0.5~0.8mm,与所用可燃性气体的燃烧速度有关,燃烧速度快的,喷口可狭些,反之,喷口要宽些。为了适应织物布幅的宽窄变化,火口两端可用压板或高压空气或其他行之有效的方法调幅,使火焰喷射宽度适应于烧毛织物宽度,以免浪费可燃气。旧式烧毛机火口火焰温度较低(一般700~800℃),常采用多火口烧毛的方法,以提高烧毛质量。但经长期实践观察,烧毛火口的火焰温度对烧毛质量有显著影响,提高火焰温度,不但可以烧毛净,还可以提高车速。现在改进火口措施主要有下列几种方法:①辐射式火口:在火口上加装异形耐火砖,使混合气出喷口后在耐火砖小腔内燃烧,耐火砖是高温载体,可以聚集热量,提高燃烧温度,强化燃烧过程(可达1300~1400℃)。②多维火口:如国产SPS-II型双喷射火
气体烧毛机对各种纺织物都适用,对凹凸提花织物效果尤其好,烧毛质量比较匀净,火焰易控制。气体烧毛机工作时对室温影响较小,准备工作时间短。热板烧毛机需提前约1h点火,将金属板或圆筒烧到红热,才能开始烧毛。铜与铸铁等金属材料在红热条件下容易被空气中的氧气氧化,耗损较大。气体烧毛机由进布装置、刷毛箱、烧毛火口、灭火装置组成。气体烧毛机的主要部件是烧毛火口,通常使用狭缝式火口,这种火口使用历史较早,目前仍在使用。火口是一狭长的铸铁制小箱体,箱内是可燃性气体和空气的混合室,小箱上部有一条狭缝,是可燃气与空气混合物的出口,称为喷口,喷口宽度一般为0.5~0.8mm,与所用可燃性气体的燃烧速度有关,燃烧速度快的,喷口可狭些,反之,喷口要宽些。为了适应织物布幅的宽窄变化,火口两端可用压板或高压空气或其他行之有效的方法调幅,使火焰喷射宽度适应于烧毛织物宽度,以免浪费可燃气。旧式烧毛机火口火焰温度较低(一般700~800℃),常采用多火口烧毛的方法,以提高烧毛质量。但经长期实践观察,烧毛火口的火焰温度对烧毛质量有显著影响,提高火焰温度,不但可以烧毛净,还可以提高车速。现在改进火口措施主要有下列几种方法:①辐射式火口:在火口上加装异形耐火砖,使混合气出喷口后在耐火砖小腔内燃烧,耐火砖是高温载体,可以聚集热量,提高燃烧温度,强化燃烧过程(可达1300~1400℃)。②多维火口:如国产SPS-II型双喷射火 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


