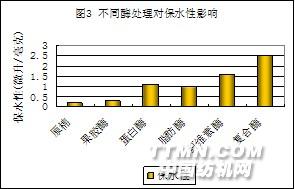
 棉纤维初生胞壁的杂质中,纤维素占的比重最大,(约54%), 因此单独用纤维素酶对提高润湿性有一定作用,但不明显。原因是果胶质作为粘合剂将其它杂质粘合起来,不连续地覆盖在纤维表面,使得纤维素酶难以充分接触纤维素杂质。单独使用果胶酶,也不能改善润湿性,可能因为果胶质也分布在非纤维素成分的下面,果胶酶难以接近。纤维素酶与果胶酶混合处理,产生增效作用,可能因为通过纤维素酶对纤维素杂质的部分水解,促使果胶酶接近果胶质。果胶质的水解,既有助于纤维素酶的进一步作用,又有助于解除其它杂质成分之间的附着力,使杂质脱离纤维母体,从而提高了织物的毛效。试验结果还表明,复合生物酶处理,达到同样效果,各组分酶的用量小于单一组分的用量,同时对织物重量损失小,从而强力损失小。因此,复
棉纤维初生胞壁的杂质中,纤维素占的比重最大,(约54%), 因此单独用纤维素酶对提高润湿性有一定作用,但不明显。原因是果胶质作为粘合剂将其它杂质粘合起来,不连续地覆盖在纤维表面,使得纤维素酶难以充分接触纤维素杂质。单独使用果胶酶,也不能改善润湿性,可能因为果胶质也分布在非纤维素成分的下面,果胶酶难以接近。纤维素酶与果胶酶混合处理,产生增效作用,可能因为通过纤维素酶对纤维素杂质的部分水解,促使果胶酶接近果胶质。果胶质的水解,既有助于纤维素酶的进一步作用,又有助于解除其它杂质成分之间的附着力,使杂质脱离纤维母体,从而提高了织物的毛效。试验结果还表明,复合生物酶处理,达到同样效果,各组分酶的用量小于单一组分的用量,同时对织物重量损失小,从而强力损失小。因此,复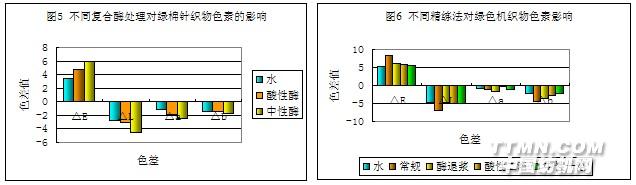 经水、酸性酶、中性酶处理,绿棉坯布都会产生色差,颜色向变深、变绿方向发展。相比之下,色差△E中性酶﹥酸性酶﹥水;中性酶的颜色更深、更绿。图6为复合酶处理绿棉机织物对色素的影响。机织物需要退浆,其色素的变化受到退浆条件的影响。图中可见,绿棉机织物几种方法退浆、精练后,坯布也都会产生色差,颜色向变深、变绿方向发展。相比之下,色差△E常规处理﹥酶退浆﹥中性酶﹥酸性酶﹥水。分析原因,绿棉色素对PH值敏感性较强,随PH 值从酸性向碱性过度颜色逐渐变深,变绿。通常精练方法PH值顺序:常规处理﹥酶退浆﹥中性酶﹥酸性酶,故色差顺序相同。水的PH 值一般为中性,其色差值小于酸性酶处理,原因在于酸性酶处理经历了退浆、酶处理两个步骤,综合结果酸性酶处理色差值大于水处理。一般酸性酶处理,颜色发黄,中性酶处理颜色偏绿且鲜艳。利用彩棉色素对PH敏感的特性,还可以在复合酶处理后对织物颜色进行修正,以解决碱处理颜色变得过深,或酸性酶处理颜色变得过浅、过黄的问题。3.7.2杂质残留率和吸水、抛光效果对比将绿棉针织物分别用酸性酶一浴法和中性酶一浴法精练处理,观察失重率、脂肪残留率率、果胶残留率和毛效、回潮率、起毛起球。脂肪残留率测定采用溶剂溶出法;果胶残留率测定采用分光光度法。试验结果见表6。 表6 不同处理方法杂质残留率对比
经水、酸性酶、中性酶处理,绿棉坯布都会产生色差,颜色向变深、变绿方向发展。相比之下,色差△E中性酶﹥酸性酶﹥水;中性酶的颜色更深、更绿。图6为复合酶处理绿棉机织物对色素的影响。机织物需要退浆,其色素的变化受到退浆条件的影响。图中可见,绿棉机织物几种方法退浆、精练后,坯布也都会产生色差,颜色向变深、变绿方向发展。相比之下,色差△E常规处理﹥酶退浆﹥中性酶﹥酸性酶﹥水。分析原因,绿棉色素对PH值敏感性较强,随PH 值从酸性向碱性过度颜色逐渐变深,变绿。通常精练方法PH值顺序:常规处理﹥酶退浆﹥中性酶﹥酸性酶,故色差顺序相同。水的PH 值一般为中性,其色差值小于酸性酶处理,原因在于酸性酶处理经历了退浆、酶处理两个步骤,综合结果酸性酶处理色差值大于水处理。一般酸性酶处理,颜色发黄,中性酶处理颜色偏绿且鲜艳。利用彩棉色素对PH敏感的特性,还可以在复合酶处理后对织物颜色进行修正,以解决碱处理颜色变得过深,或酸性酶处理颜色变得过浅、过黄的问题。3.7.2杂质残留率和吸水、抛光效果对比将绿棉针织物分别用酸性酶一浴法和中性酶一浴法精练处理,观察失重率、脂肪残留率率、果胶残留率和毛效、回潮率、起毛起球。脂肪残留率测定采用溶剂溶出法;果胶残留率测定采用分光光度法。试验结果见表6。 表6 不同处理方法杂质残留率对比| 坯布 | 酸性酶一浴法 | 中性酶一浴法 | |
| 失重率% | 0 | 10.5 | 6.3 |
| 脂肪% | 5.28 | 1.8 | 2.19 |
| 果胶% | 0.42 | 0.16 | 0.22 |
| 毛效cm/30min | 0 | 14.3 | 11.5 |
| 回潮率% | 4.2 | 8.8 | 7.6 |
| 起毛起球 | 2-3 | 4 | 3 |
| 坯布 | 酸性酶一浴法 | 中性酶一浴法 | |
| 顶破强力(N) | 280 | 255 | 276 |
| 坯布 | 常规 | 酸性二浴 | 中性一浴 | 碱-酶二浴 | |
| 棉籽壳 | ++++ | +++ | ++ | +++ | + |
| 坯 布 | 常 规 | 酸性酶一浴 | 中性酶一浴 | 酸性酶二浴 | ||||||
| 针织 | 机织 | 针织 | 机织 | 针织 | 机织 | 针织 | 机织 | 针织 | 机织 | |
| 耐洗 | 4 | 3 | -- | 4 | 4 | --- | 3-4 | 3-4 | -- | 4-5 |
| 沾色 | 4-5 | 4 | -- | 4-5 | 4-5 | --- | 4 | 4-5 | --- | 4-5 |
| 干磨 | 4-5 | 4 | -- | 4-5 | 4-5 | --- | 4-5 | 4-5 | --- | 4-5 |
| 湿磨 | 4 | 4-5 | --- | 4-5 | 4 | --- | 4 | 4-5 | --- | 4 |
| 日晒 | 4 | 4 | --- | 3 | 3-4 | --- | 3-4 | 3-4 | --- | 3 |
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


