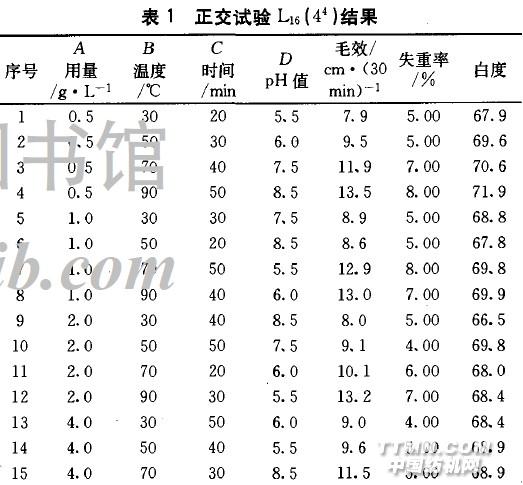
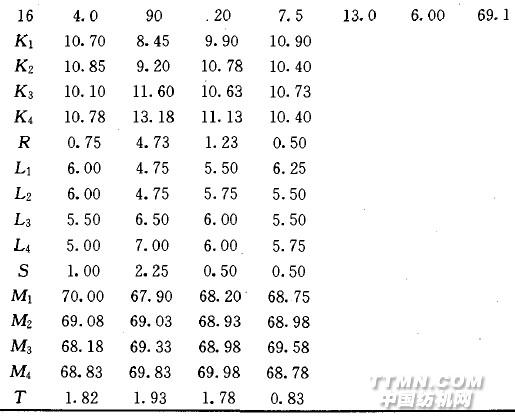
 表1中3个极差R、s、丁的值分别反映了相应因素对评价指标影响的大小,极差越大,表明该因素对评价指标影响越大。(1)以毛效为评价指标时, RB>RC > R A> RD,即4因素影响毛效由主到次的顺序依次为处理温度、处理时间、酶的用量和溶液pH值。毛效越大,表明退浆效果越好。因此以毛效为评价指标得到的优化工艺参数为A2B 4G4 D 1。(2)以失重率为评价指标时,极差SB>SA > Sc= SD,4因素影响失重率由主到次的顺序为处理温度、酶的用量、处理时间和溶液pH值。失重率越大,表明退浆效果越佳。所以以失重率为评价指标的优化工艺参数为A2B 4G4 D 1。(3)以白度为评价指标时,极差TB> TA> TC> TD。,即4因素影响白度由主到次的顺序为处理温度、酶的用量、处理时间和溶液pH值。由于是退浆后的织物白度,所以各因素对白度的影响不大,但可作为参考因素。因为退浆过程除了去除织物上的浆料外,也会去除苎麻纤维上部分果胶残留物,为后加工达到最佳煮漂效果奠定了基础。总之,考虑白度为评价指标的优化工艺参数为A1B 4G4D3。
表1中3个极差R、s、丁的值分别反映了相应因素对评价指标影响的大小,极差越大,表明该因素对评价指标影响越大。(1)以毛效为评价指标时, RB>RC > R A> RD,即4因素影响毛效由主到次的顺序依次为处理温度、处理时间、酶的用量和溶液pH值。毛效越大,表明退浆效果越好。因此以毛效为评价指标得到的优化工艺参数为A2B 4G4 D 1。(2)以失重率为评价指标时,极差SB>SA > Sc= SD,4因素影响失重率由主到次的顺序为处理温度、酶的用量、处理时间和溶液pH值。失重率越大,表明退浆效果越佳。所以以失重率为评价指标的优化工艺参数为A2B 4G4 D 1。(3)以白度为评价指标时,极差TB> TA> TC> TD。,即4因素影响白度由主到次的顺序为处理温度、酶的用量、处理时间和溶液pH值。由于是退浆后的织物白度,所以各因素对白度的影响不大,但可作为参考因素。因为退浆过程除了去除织物上的浆料外,也会去除苎麻纤维上部分果胶残留物,为后加工达到最佳煮漂效果奠定了基础。总之,考虑白度为评价指标的优化工艺参数为A1B 4G4D3。 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


