水 z g/kg
合计 1kg
2.1.3圆网制作
选用80目圆网进行印花.感光胶选用耐酸碱产品.如上海中大公司的JR一105。在刮胶时,加快刮胶机刮胶速度至15cm/min.使胶层更厚一些:在高温焙烘时,特意延长时间至2h.使胶体更好地固着在圆网上从而,提高了圆网耐用性.减少了疵病的出现。
2.1.4产品印制
产品在印制过程中.磁棒15号、磁力3档、车速10m/min、烘箱温度150℃。对上述的磁力大小、磁棒粗细、车速及印花所使用的位置进行记录.以便与大生产的印制条件一致.减少色差和其他质量问题的产生。
2.1.5后整理
对印花后的产品.在定形机上进行高温焙烘.195~200℃.1.5min.焙烘后进行水洗.然后定形出成品
2.2分散、活性一相法印花
2.2.1工艺流程
圆网制作一印花一烘干(125~130℃.1.5~2.0min)高温汽蒸(175~180℃,7-8min)一水洗一拉幅定形一成品卷装其中,水洗工艺流程同2.1.1。
2.2.2印花浆处方
分散染料 x g/kg
活性染料 Y g/kg
防染盐S 10g/kg
小苏打 10g/kg
尿素 100g/kg
乳化糊 100g/kg
6%海藻酸钠 600g/kg
水 z g/kg
合计 1kg
2.2.3圆网制作
制作条件及步骤同2.1.3
2.2.4产品印制
产品在印制过程中.磁棒20号、磁力3档、车速15m/min、烘箱温度130℃,其他步骤同2.1.4
2.2.5后整理
对印花后的产品.在蒸化机上进行高温汽蒸.175~180℃.7~8min.汽蒸后进行水洗.然后定形出成品。
2.3TNTY印花工艺
2.3.1工艺流程
圆网制作一印花一烘干、焙烘(150℃,1.5~3.0min)一拉幅定形(轧柔软剂20g/L,165-170℃,1.5~2.0min)成品卷装。
2.3,2印花浆处方的确定
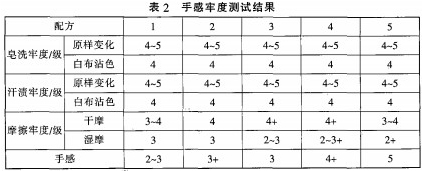
在上述试验的基础上.对涤棉针织物印花色浆进行有针对性的复配.研制出TNTY自制手感调节剂、TNTY牢度增进剂及TNTY基本浆等新型试剂经多次筛选性试验(见表1和表2),确立了涤棉针织物TNTY印花新配比及相应的工艺流程。
a.印花浆料及助剂的选定
由表1、表2可以看出.处方1牢度虽然可以达到要求.但手感很差:处方2虽然牢度最好.但手感稍硬一些:处方3手感较硬.湿摩牢度差:处方4牢度都基本可以达到要求.手感也不错:处方5手感最好,但是牢度达不到要求。因此,确定采用处方4工艺。

b.色浆的配制要求针对色浆配制过程中人为因素造成的桶差和大、中、小样不一致的问题.为印花配色室配备了大、中、小号的称量工具.要求操作人员对配制色浆及所有助剂进行称量在配制同一颜色印花浆100kg以上时,对色浆进行拼}昆,把桶差降到最低.以使生产全过程的颜色趋于一致这样.既可降低大生产与产前样的差别.又保证了同批产品基本无色差.对以后返单生产时.印花浆对印花产品色光的影响也大大降低涤棉针织物有着吸湿排汗功能.毛效一般均很好.要控制好TNTY色浆的黏度.保证面料含浆量适中.以保证表面得色深度和手感的柔软性。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


