分散红玉S-5BL质量浓度为2Og/L,在210℃(正常染色温度)对涤纶机织布进行热溶染色,使用测配色仪测得K/S值为13.126。
分散红玉S-5BL质量浓度为2Og/L,助剂CWL质量浓度为0~6g/L,180℃对涤纶机织布进行热溶染色(低温染色),测得染色结果如图2所示。
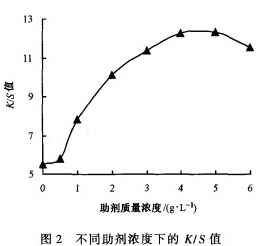
由图2可知,低温热溶染色工艺中当助剂质量浓度在5g/L;~右时的K/S值达到最大值12.442,与高温正常热溶染色的K/S值12.926相近。助剂质量浓度大于5g/L时,K/S值不但没有上升反而有下降趋势,原因可能是添加助剂达到一定浓度后,由于助剂胶束之间的作用力克服了助剂与纤维之间的作用力,导致助剂胶束间的缔合、凝聚,形成了一种新相,并把部分染料吸附在凝聚的助剂里,而染液中的染料浓度降低,因此导致K/S值降低。由于助剂质量浓度为4、5g/L时的K,S值相近,因此,确定助剂最佳质量浓度为4~5g/L。
2.3纤维预增塑工艺对低温染色的影响
在染色前预先用助剂浸轧纤维,将纤维增塑膨化后,再按照正常的染色工艺进行低温染色,可以达到很好的低温染色效果。本文对此方法进行了尝试。选用分散红S-5BL,焙烘温度180℃。预增塑工艺与同浴法低温热溶染色工艺得色的对比如图3所示。
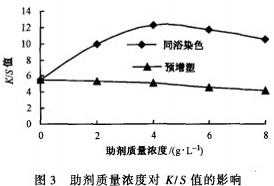
由图3可知,180℃低温染色时,同浴热溶染色工艺的K/S值随着助剂浓度的增加呈上升趋势,预增塑工艺的K/S值随着助剂浓度的增加呈下降趋势。说明助剂CWL不适合用于预增塑工艺。其原因可能是:已经浸轧并烘干在织物上的助剂CWL在浸轧染液时,由于浓度差又溶落在染液中,使其对织物的增塑作用减小;另外由于溶落在染液中的助剂对分散染料有亲和力,可能对染液中的分散染料上染起到牵制作用,减少了分散染料对织物的上染趋势,导致预增塑工艺得色反而低。
3结论
1)差热扫描量热法分析表明涤纶纤维经助剂CWL处理后的玻璃化温度从79.49℃下降至73.05℃,说明助剂能够对涤纶纤维产生增塑作用,从而有利于实现低温染色。
2)助剂CWL质量浓度为4~5g/L时,低温热溶染色工艺在180℃染色基本达到210℃的染色深度。3)预增塑工艺的得色量随着助剂质量浓度的增加呈下降趋势,说明助剂CWL不适合用于预增塑工艺。
<<上一页[1][2][3] 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


