工艺流程:二浸二轧(轧余率(70±2)%)一烘干一焙烘(高温型染料180、190℃,中温型染料170、180℃,低温型染料170℃;焙烘时间为2min)一水洗一还原清洗一水洗一烘干。
还原清洗液处方:纯碱2g/L,保险粉2g/L,浴比1:20,80~85℃清洗20min。
1.2.3纤维预增塑染色工艺
把纤维预先浸轧一定浓度的CWL水溶液,均匀无接触式预烘至干后再浸轧染液,染液中不再添加助剂CWL,然后进行热溶固色的染色工艺称为预增塑染色工艺。具体方法:首先配制一系列浓度梯度的CWL水溶液,质量浓度分别为0、2、4、6、8g/L,分别将布样浸入其中,采用二浸---~L的方式使助剂能够在布样上均匀分布,60℃预烘至于,然后采用低
温热溶染色工艺进行染色。最后分析采用预增塑工艺染色后织物的K/S值。
1.2.4KIS值的测定
K/S值的大小可以用库贝尔卡一蒙克(Kubelka.Muk)函数值来表示,即
K/S=(1一R0)2/2R
式中:R为有色试样趋于无限厚的反射率;R0为光没有透射时的反射率;K为有色物质的吸收系数;S为散射系数。
采用测配色仪测试染色织物的K/S值。将每块染色后的织物试样叠3~4层(同一组测试的织物试样所叠层数应相同),至不透光为止,进行3次测试后,从与该仪器相连接电脑上显示的最大吸收波长下的K/S值曲线上读取该试样3次测量后的平均值,即为该试样的K/S值。
2结果与讨论
2.1助剂CWL对纤维的增塑效果
对涤纶机织布的原空白布样、浸轧助剂CWL并预烘布样(未染色)、浸轧助剂热溶染色工艺处理后布样采用差示扫描量热法测试,分析其热转变温度的变化情况,测试结果如图1所示。
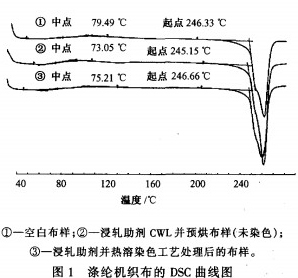
由图1可以看出:未经任何处理的涤纶空白布样的玻璃化温度为79.49℃;浸轧助剂CWL并烘干后测得的涤纶织物的玻璃化温度下降至73.05℃;经热溶染色后织物的玻璃化温度又上升至75.21℃。测量数据证实了助剂CWL能够降低涤纶的玻璃化温度从而对纤维起到增塑作用,使纤维在高温下分子链段的活动程度增强,有利于分散染料进入到纤维内部。热溶染色完成后,织物上的大部分助剂随着皂洗工序的进行被水洗下去,因而纤维的玻璃化温度又有回升。
助剂CWL能够降低涤纶纤维玻璃化温度的原因是由于助剂与涤纶纤维的结构相似,且分子小,能很快被纤维表面吸附,在纤维表面形成助剂层,在烘干时不断扩散到纤维内部中,使纤维分子链之间的距离增大,从而削弱了纤维分子链间的作用力,链段间相互运动的摩擦阻力减弱,链段运动的活化能降低,致使纤维玻璃化温度降低。而玻璃化温度的降低直接导致分散染料容易进入纤维内部,从而降低了热溶染色的温度,达到低温染色的目的。
2.2助剂对热溶染色工艺KIS值的影响
<<上一页[1][2][3]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


