酶与织物之间的作用时间是非常关键的因素。时间过短,抛光处理效果不好;时间过长,织物则有较大的强力损失。将酶促反应中吸光度对时间作图,得到酶反应的速率曲线,见图3。
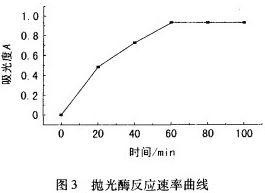
从图3可以看出,反应时间为60min时,酶反应速率最大,之后吸光度基本保持不变,说明60min左右即可基本反应完全。这是由于DNS是一种氧化剂,能与还原糖作用使硝基显橙色,在一定的还原糖浓度范围内,橙色深度与还原糖浓度成正比,即反应液的吸光度与葡萄糖浓度成正比,当酶催化分解纤维素时产生的还原糖全部参与反应后,溶液颜色将不再加深。
最佳处理时间取决于机械冲击力程度和其它工艺条件对酶的最佳适用范围的影响。机械冲击力越高,其它工艺参数越佳,酶催化处理所需的时间就越短。根据工厂实际工艺情况,一般酶催化作用时间可选择30~60min。
3.1.5标准工作曲线的建立
分别移取定量的葡萄糖标准溶液和蒸馏水,加入2mLDNS显色剂,按照1.4测定酶活,读取不同浓度下的吸光度值,作出吸光度一浓度曲线,如图4。
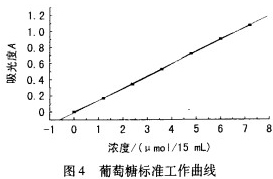
由图4知,当葡萄糖的浓度在0~7.2umol/mL时,葡萄糖的量与吸光度成良好的线性关系,该标准曲线的线性方程为:Y=0.15066x一0.00875,线性相关系数R=0.99984。
3.1.6 TF一16l抛光酶酶活力测定
取一定量抛光酶TF一161稀释至500mL,按照1.4测定酶活,结果如表2。
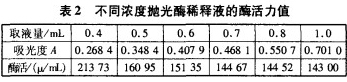
根据表2,稀释液的吸光度在0.4~0.7时,误差较小。但是,对其它不同菌种发酵的抛光酶液进行测定发现,并不是每种纤维素抛光酶都适宜在该范围内测定。综合考虑酶的适用范围以及仪器误差等,选择吸光度在0.3~0.4的酶液测定酶活较为合适。
3.2抛光酶TF·161的应用
3.2.1抛光酶一161应用工艺及抛光效果
抛光整理是利用抛光酶先弱化纤维末端,再通过机械作用使其与纱分离,从而赋予织物持久的抛光效果和抗起毛起球效果。根据2.3工艺处方(pH值5.0~5.5)对棉织物进行抛光整理。通过对比抛光前后的织物图片,考察抛光酶的抛光效果,如图5。
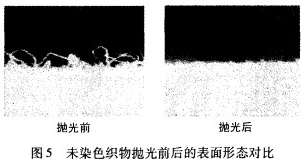
由图5可以看出,织物抛光后,表面茸毛明显减少,更加光洁;观察还发现,染色后织物的色泽更加鲜亮,仅有极小色变。根据工厂实际应用情况,为了避免色光的偏差,一般采用先抛光后染色的加工工艺。
抛光酶具有较好的抛光效果,但是其对反应条件和应用工艺较敏感,抛光酶用量、工作液的pH值、温度和时间等因素对抛光效果影响都较大。
3.2.2抛光酶用量的影响
在机械作用程度相同时,抛光酶的用量越高,酶催化水解速率也越高。为了能够使织物的水解控制在一定范围内,需按机械冲击力调节酶的用量。对于厚织物或人造纤维素织物等,采用“分段投料法”更为有效,即先投入1/2用量的酶制剂,在整理进行到一半时再投入另1/2用量的酶制剂』。抛光酶用量过多,会对织物造成过大的强损;用量过少,则不能起到较好的抛光效果。考虑到织物强力损失以及重量损失的因素,在实际应用中,按2.3工艺处方(pH值5.0,温度55℃,抛光反应时间30min),考察酶用量与强力损失和重量损失的关系,见图6和图7。

 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


