2.1.3pH值的影响
纤维素酶有一个最适pH域,在此条件下酶催化有最大的速度。本实验在酶用量2%,温度5O℃,时间50min,浴比1:15条件下,通过改变pH值(醋酸一醋酸钠缓冲液调节)进行生物抛光处理,结果如表3所示。
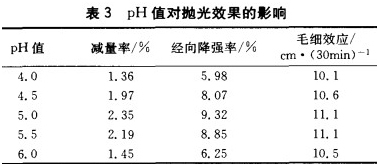
由表3可知,减量率和降强率随pH的变化呈左右对称的钟罩型,毛效也随减量率的变化而变化。pH值对酶及其反应系统产生两种影响,一是破坏酶的空间构象,使酶变性失活;二是改变了反应系统的组成成分,从而影响了酶催化反应的速度。
不同的pH值将改变和影响酶的解离状态、底物的解离状态及酶一底物络合物的解离。在pH4.5~5.5时,织物的减量率和经向降强率大,且毛效有一定的改善。所以酶处理棉布的最适pH域在4.5~5.5为宜。
2.1.4处理时间的影响
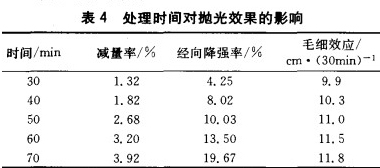
由表4可知,随着时间的延长,棉织物的减量率依次增大,经向降强率也随着增加。这是由于酶在进行催化反应时,首先作用于纤维的表面和无定形区,然后作用于结晶区的边缘,使结晶区不断减小。当处理时间超过50min时,织物的降强率超过10%,对织物损伤过于严重。而反应时间过短,酶作用不充分,表面绒毛去除不净,抛光效果也不佳。综合以上因素,纤维素酶处理的时间宜控制在40~60min。
2.1.5浴比的影响
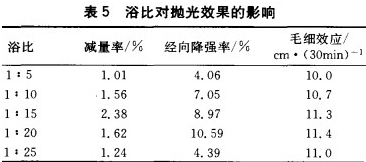
表5数据说明,对试验织物处理浴比为1:15时效果最好,此时织物的毛效最好,减量率最大,强降率较大,但不影响织物的服用性能。当浴比小于1:15时,织物和酶液接触不充分,易造成织物减量不均匀。当浴比大于1:15时,相当于酶浓度减少,减量率下降,没有达到处理的最佳效果,同时也造成了不必要的浪费。故宜选浴比为1:15。
2.2生物抛光工艺优化
在单因素影响实验中已经确定了酶处理的浴比为1:15,所以只考虑酶用量、温度、pH值、时间4个因素的影响。按(3)正交实验设计,根据单因素分析选择每个因子的最佳范围进行研究,整理效果用减量率、经向降强率、毛细效应和悬垂系数衡量,实验结果如表6所示。
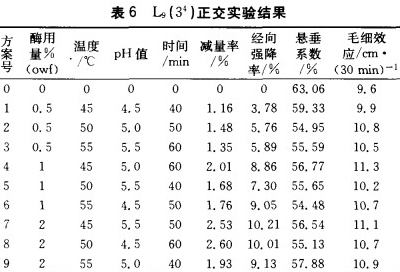
对表6采用综合平衡法,极差大者是主要因素,说明这个因素的水平改变对实验结果影响大。按极差值大小决定的主次顺序为:(1)以减量率为指标酶2%,时间60min,温度5O℃,pH5.5;(2)以降强率为指标酶2%,时间50min,温度55℃,pH5.0;(3)以悬垂系数为指标温度5O℃,时间50min,pH5.5,酶1%;(4)以毛细现象为指标pH5.0,时间50min,酶2%温度45℃。
根据以上结果利用综合平衡法,得到优化工艺为:酶用量2(owf),温度5O℃,pH值5.0,时间50min,浴比1:15。
3结论
(1)通过单因素分析实验和正交实验,得出的棉织物生物抛光优化工艺为:酶用量2%(owf),温度5O℃,pH值5.0,时间50min,浴比1:15。
(2)生物抛光整理能改善棉织物的外观、手感、悬垂性和毛细效应,从而提高了棉织物的服用性能及附加值。
<<上一页[1][2] 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


