2.1原绒色泽深浅对染色性能的影响
原绒色泽不同,相同漂白工艺处理后的白度明显不同。为了对其染色性能进行研究,选择酸性染料进行染色,分别比较了原绒和脱色绒应用酸性染料普拉红B染色的上染特性。图l示出浅色和深色绒脱色后的上染曲线。

对比图1(a)、(b)可见,浅色紫羊绒与深色紫羊绒经漂白再染色,与相应的原紫羊绒相比,上染率变化规律不同。浅色紫绒漂白后平衡上染率降低;深色紫绒漂白后平衡上染率升高,说明漂白工艺对浅色紫羊绒上染率的影响比对深色紫羊绒的影响更大。浅色紫羊绒比深色紫羊绒易获得良好的白度,表明双氧水对浅色紫羊绒上的色素物质氧化作用充分,对蛋白质纤维分子间力有一定的拆散作用,浅色紫羊绒受氧化剂氧化而产生更多的负电荷,阻碍酸性染料上染,造成上染率有所下降。由图1(b)的上染曲线可以看出,经过氧化漂白的纤维上染速率更快,这是因为脱色绒有更多的空穴和自由体积,分子间作用力的下降也提供了更多的极性基团;而且阻碍染料上染纤维表面的脂类物质的减少,使纤维润湿渗透性提高,染料更容易扩散进入纤维内部。由于脱色绒在升温过程中的上染速率较原绒快,使染色匀染性下降。
2.2白度值对染色性能的影响
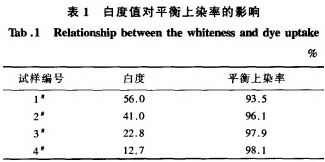
表1示出羊绒白度值对平衡上染率的影响。可以看出,随着纤维白度值的升高,平衡上染率降低,当白度为40.0%左右时,白度对上染率的影响不再明显。2染样(白度值为41.0%)比3染样(白度值为22.8%)的平衡上染率下降不大,考虑到漂白条件越激烈,对纤维的损伤越严重,因此,把漂白条件控制在使漂后纤维白度达到40.0%左右即可。
2.3保护剂SLS对染色性能的影响
采用活性染料Lanasol黄4G染色,图2示出加SIS漂白的羊绒(1,漂白时SIS的质量浓度为2.0g/L)、原紫色羊绒(2)和不加SLS漂白的羊绒(3)的上染曲线。漂白时加入SLS的目的是提高白度,降低羊绒纤维的损伤。这是由于SLS能降低表面张力,促进漂白剂对羊绒的渗透。阴离子表面活性剂在羊绒上的固着,产生屏蔽作用,增加纤维表面的负电荷,使其趋向于排斥来自过氧化氢中过氧离子以及碱性氢氧离子,减轻纤维损伤。
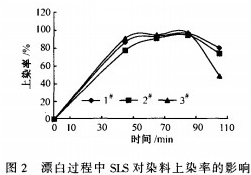
由图可以看出,漂白时加SLS的脱色绒,在染色过程中,染色初期上染速度变化不大,在染色40min后,染料上染率基本达80%,平衡上染率达95%。漂白时加SLS的脱色绒最终固色率为80%,原绒的固色率为73%,不加SLS的脱色绒的固色率为50%,因此,加SLS的脱色绒最终固色率比不加SLS的脱色绒固色率明显提高,且高于原绒固色率。说明加SLS不仅有利于漂白,而且可提高染色时的平衡上染率。从上染曲线看,上染过程中,加入SLS的脱色绒上染曲线介于原色绒的上染曲线和不加SLS的脱色绒上染曲线之间。加入SLS有一定的匀染效果,可有效改善染色均匀性。
<<上一页[1][2][3][4]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


