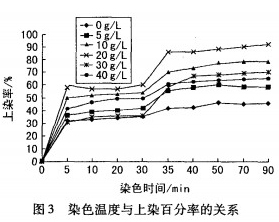
改变染色温度,按1.2.2节进行染色,研究染色温度对上染百分率的影响,结果见图3。
自制的阳离子改性剂为C12-14脂肪链季铵盐,其与木棉纤维的羟基交联后可使木棉纤维表面带有部分正电荷,与活性染料产生正负电荷吸引,从而提高活性染料对木棉纤维的上染率。改性木棉纤维与染料的吸附形式可表示为:
同时,由于木棉纤维的纤维素大分子结构,使活性染料还可依靠直接性上染纤维。因而,活性染料上染改性后的木棉纤维是依靠两种方式完成:一是依靠改性后纤维表面所带有的部分正电荷与阴离子染料以库仑引力上染;二是依靠染料、纤维的直接性完成上染。因此,染色温度对活性染料的上染仍具有较大的影响。温度高,虽然纤维对染料的吸附速率增加,但解吸速率亦增加,可能导致上染平衡率的下降。由图3可见,在试验条件下,40℃时的上染百分率最高;而7O℃时的上染百分率最低。因此,染色温度以4O℃为宜。
2.4NaCI用量对上染率的影响
改性后木棉纤维与活性染料间存在正负电荷吸引,因而在染色时易出现初染率高、染色不匀的现象。NaC1在染色中的作用可认为有二,对于依靠库仑引力而上染木棉纤维的活性染料,起到缓染作用;而对于依靠直接性上染木棉纤维的活性染料,则起到促染作用。
改变NaC1用量,按1.2.2节(染色温度为40℃)进行染色,研究NaC1用量对上染百分率的影响,结果见图4。
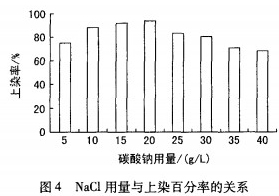
由图4可见,随着NaC1用量的增加,活性染料在木棉纤维上的上染率略有提高;NaC1用量为2Og/L时上染率较高;但NaC1用量过高,上染率反而有所下降。究其原因可能是高浓度的NaC1会导致染料在水中聚集,降低上染率。因此,NaC1用量以20L为宜。
2.5固色剂Na2CO3用量对上染率的影响
改变碳酸钠用量,其对上染百分率的影响,结果见图5。
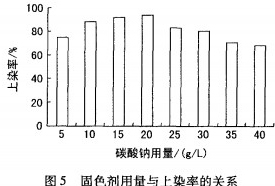
碱性条件下,活性染料与纤维素纤维发生固色反应,吸附在纤维上的染料与纤维发生交联后,纤维上的染料吸附量减少,吸附平衡被打破,染液中的染料可进一步上染到纤维上,从而进一步提高上染率。活性染料与纤维的固色反应与固色剂用量有关。固色剂用量少,纤维素纤维电离不充分,使得染料与纤维的结合数量较少;而固色剂用量过多,会导致活性染料水解,失去反应活性,无法与纤维素纤维发生交联反应。由图5可见,当Na2CO3用量为l5~20g/L,诺威克隆FN—R在木棉纤维上的上染率超过90%;而Na2CO3用量过高,染料水解量增加,上染率反而下降。因此,Na2CO3用量以2Og/L为宜
<<上一页[1][2][3][4][5]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


