强力损失率%=(处理前试样断裂强力-处理后试样端丽强力)/处理前试样断裂强力×100%
2.3.3毛细管效应
将干燥平衡后(65%±2%RH,20±2℃)的试样在YG871型毛细管效应测定仪上测试,记录水在30min内沿织物上升的高度,以cm为单位,若液面参差不齐,取最低点。
2.3.4悬垂系数
采用Fz,T01045—1996标准在M506一Ⅱ织物动态悬垂性风格测试仪上测定。
3试验结果及分析
3.1酶的用量对抛光效果的影响
用0.5%、1.0%、2.0%、3.0%、4.0%(0_w_f)纤维素酶整理液,在浴比1:10,pH值5.0(醋酸一醋酸钠缓冲溶液),温度50℃下对织物处理30min,处理结果见表1。
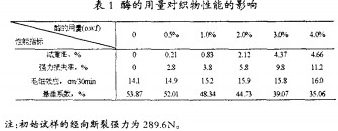
从表1可以看出,不同用量的酶处理后,织物减量率、断裂强力、毛细效应和悬垂系数的表现不同,随着酶的用量越大,减量率、强力损失率逐渐增加,而悬垂系数逐渐减小。在织物的毛细效应方面,也有一定的改善,原因在于纤维素酶在水解纤维的同时,使部分少量疏水性杂质脱离织物,从而提高了织物的毛细效应。当酶的用量达到2.0%以上,织物毛细效应的变化规律不再明显。
从织物表面来看,酶的用量达到3.0%时,绒毛大部分被去除,织物获得较好的手感,此时的抛光效果较好。原因在于绒毛的比表面积较大,酶的水解作用明显,另外织物上的纤维也受到酶的水解作用而变细,导致弯曲刚度变小,从而织物的结构也变得稀疏,织物的柔软性得到明显改善,但同时也造成了织物强力下降。当酶的用量达到4.0%时,织物的断裂强力损失率达11.2%,对于采用生物抛光技术来说,织物的强力不宜超过10%,否则将大大降低织物的服用性能。
因而对于棉织物抛光来说,纤维素酶用量不宜超过3.0%。
3.2pH值对抛光效果的影响
用3.0%(0-w.f)纤维素酶整理液,浴比l:10,温度50℃,在不同pH值下对织物处理30min,测试织物性能指标见表2。
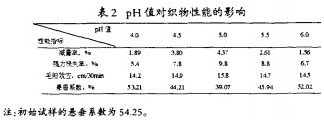
从表2可以看出,当pH=5.0时,减量率、强力损失率最高。pH=4.5、5.5或6.0时,织物表面长绒毛明显,由减量率、强力损失率等性能指标可以看出,酶的活性没有得到最大程度地发挥,对棉织物的抛光作用不强。pH=4时减量率最低,悬垂系数53.21接近于初始试样的54.25,织物表面绒毛较多且较长,原因是在此pH值下,酶受到损伤,活性大为降低。
由此可知,pH=5时抛光效果较好,织物表面的绒毛去除最干净,处理后织物光洁,织物的光滑度和悬垂性提高。相比之下,其它pH值下的抛光处理的效果较差。故酶处理液的pH值宜选用5。
3.3温度对抛光效果的影响
用3.0%(0-W.f)纤维素酶整理液,浴比l:10,pH:5,在不同温度下对织物处理30min,处理结果见表3。
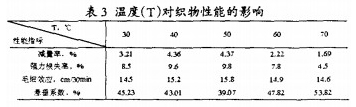
由表3可知,温度在40℃、50℃时,减量率较高,断裂强力较低。随着温度的提高,减量率、强力损失率越小,悬垂系数越高,从织物表面绒毛看30℃、60℃、70℃时织物表面还有较长的绒毛,而40℃、50℃时表面只有很短、少量的绒毛且较均匀。60℃、70℃时织物表面绒毛变化不明显,其原因是温度超过50℃后酶逐渐开始失活。
<<上一页[1][2][3]下一页>> 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


