工艺条件为:淀粉酶浓度3gl,温度60℃,时间75min,pH值5.7,JFCJl,浴比l:20。
2试验结果与分析
纤维素酶的处理时间、浓度、pH值、温度等因素对处理效果都有一定的影响,本文对淀粉酶退浆后的织物分别进行了纤维素酶单因素实验和正交实验。
2.1纤维素酶浓度
固定浴比1:20,处理时间60mJn,温度50℃,pH7,JFC 1g/L,改变纤维索酶浓度对处理效果的影响结果见表1。
.jpg)
由表l可以得出,当纤维素酶浓度在1—3g/L时,随着酶浓度的增加,失重率基本成线性增加,当酶的浓度超过3g/l,再增加酶的浓度,失重率的变化趋于平缓。这主要是因为当反映体系中的纤维素酶的浓度达到一定数量时,酶与底物的结合已经非常充分了,因为随着反应的进行,影响酶处理效果的因素不只局限于酶的浓度、而与时间.渗透剂的作用,或者酶制剂中加有的抑制剂等因素有关。对毛效的影响大致相同。综合各种因素,得出纤维素酶浓度3g/L为这一状态的理想指标。
2.2温度
固定浴比1:20,纤维素酶浓度3g,l,处理时间60min,pH7,JFClg/l,改变温度对处理效果的影响结果见表2。
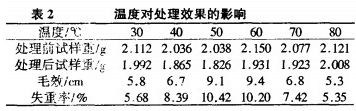
由表2可以得出,酶对温度具有高度的敏感性,在5o℃以下失重率、毛效随温度的升高而增加。在温度达到50℃时,失重率达到最大值,说明此时,酶对底物的催化能力最强。温度继续升高,失重率和毛效反而下降。这主要是因为在较高温度下,酶会出现热失活现象而导致酶催化能力下降的缘故。因此温度应在满足工艺要求的前提下偏低掌握,5O—6o℃左右较理想。
2.3处理时间
固定浴比1:20,纤维素酶浓度3l,处理温度5o℃,pH7,JFC1g/L,改变温度处理时间对处理效果的影响结果见表3。
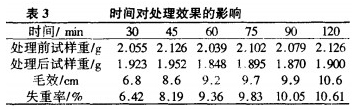
由表3可以得出,当处理时间小于60rain时,随着处理时问的延长,失重率和毛效增加明显,处理时间大于60min后,随着处理时间的延长,增加不明显。表明在堆置时间为60min时,酶的催化作用已经很充分,表现为底物的失重率已经达到很高,吸水性也好,因此,考虑到节省时间,选60min左右为最适堆置时间。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


