无论采用怎样的吸风集聚机构,紧密纺的关键件都离不开输出机构。换言之,紧密纺装置除了吸风集聚机构外还须有输出机构。紧密纺装置输出机构的关键件包括输出罗拉和输出胶辊。输出罗拉与输出胶辊或其中之一与其他机件组成输出钳口,既承担顺利输出集聚紧密的纤维须条的作用,又承担控制集聚区纤维须条的作用,还有负责阻止加捻区捻度上传的作用。
输出罗拉与输出胶辊
输出罗拉与输出胶辊的命名
与其他关键件一样,输出罗拉与输出胶辊的称谓目前也尚未统一。比较常见的称谓除了输出罗拉与输出胶辊外,还有控制罗拉与控制胶辊,阻捻罗拉与阻捻胶辊,导向罗拉与导向胶辊等名称。
输出罗拉与输出胶辊可定义为,在紧密纺机构中,设置在纤维集聚区之后,用于控制并输出集聚紧密的纤维须条进入加捻卷绕机构的回转机件。该回转机件具有弹性包覆物的称为输出胶辊,没有弹性包覆物的则称为输出罗拉。输出罗拉与输出胶辊两者可以配套使用,也可以单独使用或与其他机件配套使用。但不论是配套使用,还是单独使用或与其他机件配套使用,都应当组成良好控制和稳定输出纤维须条的输出钳口。
输出罗拉与输出胶辊的作用
紧密纺细纱机区别于传统环锭纺细纱机的主要标志在于牵伸前部加装的紧密纺装置,紧密纺装置除了集聚罗拉、吸风管和集聚圈等关键件外,一般还包括组成输出钳口的输出罗拉与输出胶辊。
输出罗拉和输出胶辊的主要作用有三点:控制集聚区输出钳口处纤维须条的运动;保证集聚紧密的纤维须条顺利输出集聚区;构成阻捻钳口并阻止加捻区的捻度上传。
输出罗拉和输出胶辊的作用是一种一般意义或常见的说法,不严格。严格说应当是输出钳口的作用。如果输出钳口由输出罗拉和输出胶辊组成,则输出罗拉与输出胶辊应当具备输出钳口的作用:如果输出钳口由输出罗拉或输出胶辊中的某一个单独构成或者与其他机件配套构成,则该机构同样应当具备输出钳口所述的作用。很明显,不同关键件组成的输出钳口作用效果有所不同。
输出胶辊
输出钳口设计
作为输出钳口必须完成其基本作用,而完成其基本作用可以有不同的机构和关键件。不同的紧密纺系统中,完成相同作用的输出钳口构成及其关键件种类繁多,各有优缺。
输出钳口的类型与特征
输出钳口的设计类型可以从不同角度来划分。按输出罗拉和输出胶辊是否同时使用或者是否还涉及其他机件,输出钳口可以分为单用型输出钳口、双用型输出钳口和混用型输出钳口;按输出钳口弹性可以分为弹性输出钳口和半弹性输出钳口;按输出钳口的传动方式可以分为积极输出钳口和半积极输出钳口。
a.单用型输出钳口、双用型输出钳口和混用型输出钳口
(1)单用型输出钳口
所谓单用型输出钳口是指在紧密纺装置的输出机构中仅设计
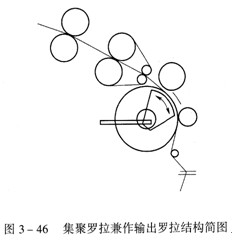
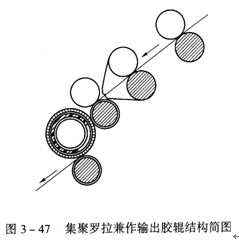
除输出胶辊单用型输出钳口外,还有输出罗拉单用型输出钳口。这种单用型输出钳口,是指紧密纺装置的输出机构中,仅设计有输出罗拉,而没有输出胶辊,因此称为输出罗拉单用型输出钳口。单用的输出罗拉与集聚罗拉组成输出钳口。换言之,输出胶辊的作用由集聚罗拉兼任(图3—47)。该机构中,兼作输出胶辊的集聚罗拉位于待集聚的纤维须条的上方,向下侧开有吸风口,与原前罗拉和输出罗拉分别形成两个钳口。离开牵伸区的纤维须条绕前罗拉运行至集聚罗拉与前罗拉形成的第一个钳口——喂入钳口时,正式进入集聚
单用型输出钳口的主要特征是集聚区与输出钳口之间不存在无控制区,对集聚紧密的纤维须条控制有力,输出纤维顺畅,并且传动简单,机构简洁,维修保养容易;主要缺点是输出钳口与牵伸钳口—般不能设置张力牵伸,相对减弱了输出钳口对纤维须条的控制。
(2)双用型输出钳口
所谓双用型输出钳口是指在紧密纺装置的输出机构中同时设计有输出罗拉和输出胶辊的输出钳口。吸风管单用型紧密纺系统的输出机构均属于这种类型。例如,丰田公司的EST型紧密纺系统的输出机构就是典型的双用型输出钳口(参见图3—3)。又例如,德国青泽公司的AirComTex紧密纺系统(参见图2—15)以及浙江日发公司的 RFCS510型紧密纺系统(参见图2—26)、山东同大公司的JFA型紧密纺系统(参见图2—52)和山西佳信公司的JFl526型紧密纺系统等,也都属于这种双用型输出钳口的设计。
双用型输出钳口的主要特征是无论机构设计怎样完善,集聚区与输出钳口之间都存在无控制区,对集聚纤维须条的控制相对较弱,输出纤维须条不流畅,并且传动较复杂,机构不够简洁。但它的主要优点是输出钳口与牵伸钳口可以设置张力牵伸,相对增强了输出钳口对纤维须条的控制,同时对机构零部件的设计要求较少,便于制造和使用。
(3)混用型输出钳口
所谓混用型输出钳口是指在紧密纺装置的输出机构中输出罗拉或输出胶辊与外套在吸风管上的集聚圈所构成的输出钳口。吸风管兼用型紧密纺系统的
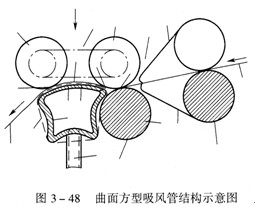
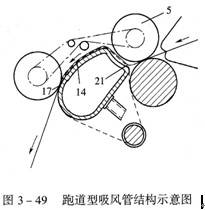
混用型输出钳口要求吸风管及集聚圈的设计配合,不仅要满足吸风集聚机构的技术要求,而且要满足输出钳口的技术要求,或者说在满足吸风集聚机构技术要求的基础上,同时要满足输出钳口的技术要求。因此,该类型输出钳口的吸风管除个别采用圆形截面(如上海二纺机EJM971型紧密纺系统,参见图2—28)以外,一般均采用异形截面吸风管,如典型的EliTe®紧密纺系统的梨型吸风管。正是因为如此,为满足输出钳口的设计要求,给吸风管的形状结构设计提供了广阔空间。除了本章3.3节所述的梨形和三角形截面的吸风管之外,还有其他形状的异形吸风管,例如,立达公司的一件国际专利申请(专利申请号01803257.5)所设计的笔者称之为曲面方型吸风管(图3— 48)。这种吸风管形状设计除可使集聚作用能尽可能地靠近牵伸钳口,改进纤维须条从牵伸装置到集聚区的过渡以及集聚区到输出钳口的过渡之外,还可同时具有张紧集聚圈的作用,以减少张紧元件,精简机构。又例如,立达公司的另一件中国专利申请(专利申请号 03128470.1)所设计的笔者称之为跑道型吸风管(图3—49)等。这种跑道型形状吸风管的特征是:集聚区分为两个区,起始区域21处的长度为对应于前胶辊5至少30°圆周角的弧长
输出钳口的传动分析
输出钳口的本质功能是顺利地输出集聚紧密的纤维须条,而输出纤维须条离不开对输出钳口机件的传动。输出钳口的传动形式多种多样,机构设计各有特点,使用的传动机件也各不相同。
a.积极输出钳口的传动方式分析
积极输出钳口的传动方式一般均采用前胶辊通过传动机件来拖动输出胶辊主动回转,以输出纤维须条,因此积极输出钳口也可以称为输出胶辊传动型输出钳口。所述的传动方式是非摩擦传动的机械方式,主要包括同步带(图3—48、图3—49)传动和过桥齿轮(参见图 2—10)传动两种方式。
积极输出钳口传动方式的优点是:由于输出胶辊仅仅通过同步带或过桥齿轮即可获得输出动力,因此这种输出钳口的传动机构十分简洁,制造和使用成本均低,特别是用紧密纺装置加装或改装国产车时,比较方便快捷,有利于紧密纺装置的推广;同步带或过桥齿轮的积极(非摩擦的)传动,使输出胶辊输出纤维动作十分稳定可靠;又由于这种输出钳口中,输出胶辊只需摩擦传动集聚圈即
半积极输出钳口传动方式的优点是:这种传动方式可以根据生产品种适当调整输出钳口的速度,也即调整前罗拉一输出罗拉之间的牵伸比,保持输出钳口的一定张力;输出罗拉可实现集体传动,有利于减小锭间差异,提高纱线整体质量;由于过桥齿轮等传动机构可以安装在输出罗拉的下部,从机前看,比输出胶辊传动型车面整齐简洁;相当部分这种类型的机构把集聚圈同时套在输出罗拉和吸风管上,由输出罗拉一并驱动,集聚圈转动无相对打滑,也不受输出胶辊直径的影响,运转准确,稳定性好。
半积极输出钳口传动方式的缺点是:与积极输出钳口的传动方式相比,增加的零件较多,结构也比较复杂,安装保养较为麻烦;由于集聚圈同时套在输出罗拉和吸风管上,集
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


