在浆纱过程中,有时会产生很多浆纱落物,特别是在减少PVA并增加淀粉用量之后的高速浆纱机上更是如此。浆纱落物又称为落浆,对浆纱质量危害很大,因为它不仅破坏了浆纱表面浆膜的完整性,降低了浆纱的耐磨性,还会产生大量的再生毛羽,使相邻经纱的毛羽互相纠缠,造成经纱开口不清和断头,严重影响了织机效率。随着喷气织机的快速发展,浆纱落物问题愈发突出。因此,降低浆纱过程中的落物是提高浆纱耐磨性能、减少浆纱毛羽、改善浆纱质量的基础,具有重要的实际意义。然而,减少浆纱落物毕竟会涉及到浆料配方、浆液黏附性、浆膜性能、浆纱工艺和设备等多个方面的问题,影响因素较为复杂,因而减少浆纱落物在浆纱生产中往往不容易做好,通常被认为是一项艰巨的工作。
1 浆纱过程中浆液的转换
在经纱上浆过程中,当经纱与浆液接触后,就会吸附浆液。所吸附的浆液按照在经纱上的位置可以分成两部分:一部分浆液借助于压浆辊的压力和纤维之间孔隙的毛细管作用,浸透到经纱的内部,黏附于纤维之问的浆液经烘干之后便在纤维之间形成黏合性的胶层,对纤维实施黏合,增大了经纱的强度。另一部分浆液则会被覆在经纱的表面,当被烘干之后,便在经纱表面形成浆膜。
浆纱在织造过程中,被覆于浆纱表面的浆膜显然是摩擦外力的主要承受者,在织造过程中抵抗着外部机械作用对纱体的磨损 ,所以浆膜对纱体具有保护作用。通过这层浆膜的保护,可以使纱体避免直接受到外界的摩擦,直到这层浆膜被破坏为止,因而浆膜提高了浆纱的耐磨性。此外,在纱体表面形成浆膜的过程中,还能贴伏经纱表面的毛羽。由此可见,浆料必须具备良好的成膜能力。
浆料的成膜性与浆膜性能不仅影响着浆纱的耐磨性和毛羽数量,同时也是影响落物的重要因素,所以该性能目前受到了普遍关注。
2 浆纱落物的形成与危害
2.1 浆纱落物的形成
在浆纱过程中,经纱平行地排列成片纱浸人浆槽,黏附一定量的浆液。当被覆于经纱表面的浆液被烘燥之后,不
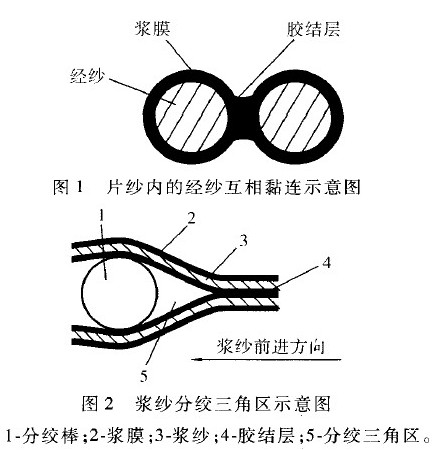
在浆纱机上的干分绞区内,相邻两根浆纱之间的分绞情况如图2所示。当浆纱沿箭头方向运动时,分绞棒将黏连在一起的两根浆纱撕开,也就是说浆纱的分绞过程可视为一个撕裂过程。在被分绞棒上下分开的过程中,浆纱在劈口处形成了一个浆纱分绞三角区。
在劈口附近,胶结层受到剪切作用。如果浆纱缝隙间胶结层的撕裂强度小于胶结层与纱体的结合牢度,那么浆纱间的胶结层被撕开,得到表面浆膜比较完整的浆纱,落物就少。反之,如果浆纱缝隙间胶结层的撕裂强度大于胶结层与纱体的结合牢度,胶结层被从浆纱表面撕落,那么浆纱表面的浆膜就不完整,毛羽增加,如果此时浆膜的韧性较差,那么浆膜就容易破碎,在与分纱棒的摩擦过程中被磨落,形成大量的落物。所以,产生落物的原因是浆纱问胶结层的撕裂强度大于胶结层与纱体的黏合牢度,同时浆膜比较脆硬。
由于受到压浆辊的压榨作用,浆纱上下两面的毛羽相对较少,相邻浆纱之间的毛羽则较多。显然,这些毛羽会加剧浆纱之间的黏连,在分纱时很容易将纱体上的一些纤维一同拉出,形成浆纱落物。由此可见,浆纱落物的主要成分是落浆和落棉。
2.2 浆纱落物的危害
浆纱落物破坏了浆纱表面浆膜的完整性,使浆纱的耐磨性下降,不仅导致起毛起球,影响坯布外观质量,还会增加断头,降低织机效率。在胶结层被从浆纱表面撕落的过程中,还会将一部分已经被捻人纱体的纤维拉出来,形成大量的二次毛羽。在织造过程中,浆纱毛羽使相邻经纱互相纠缠,造成开口不清,产生断头,严重影响了织机效率。浆纱落物还会使部分纤维从纱体上脱落,导致浆纱结构松散,强度下降,最终因强度低、耐磨性差而形成断头。大量落物还会形成粉尘,影响车间的空气质量,污染生产环境,危害工人身体健康。
3 浆膜性能与浆纱落物
很显然,
3.1 浆料配方
一般来说,增加淀粉类浆料的用量将使浆膜韧性下降,导致落物增多。聚丙烯酯类浆料有利于改善浆膜的韧性,提高对纤维的黏附性,有助于减少落物。PVA能够同时提高浆膜的强度和韧性,因而对落物也有明显的影响,但它的影响不能一概而论,要视具体情况而定。如果PVA用量过多,浆膜强度过大将成为主要矛盾,落物就多;反之,如果PVA的用量小,那么淀粉用量必然很大,浆膜比较脆硬,韧性不足,这时适当增加PVA用量将有助于减少落物,特别是在合成纤维经纱上浆、黏附力不足时更是如此。另外,在浆纱过程中使用一部分低聚合度PVA能使浆膜强度降低,浆膜完整性提高,浆纱毛羽减少,落物明显减少。
3.2 浆料的极性
常温下只有非极性和弱极性高聚物具有比较好的成膜能力。极性很高的高聚物分子问的作用力很大,而这种作用力阻碍了大分子链段的热运动,所以成膜性不好,浆膜的脆性强。如果黏附力较弱,落物往往较多,特别是对非极性的合成纤维经纱,这种影响更大。
3.3 浆料的分子量
提高浆料的分子量,浆膜的力学强度增大,这显然会使胶结层的强度提高,导致落物增多。其次,增大浆料的分子量,浆液黏度明显增加,不利于浆液的浸透与被覆平衡。如果浆液的黏度过大,会造成表面上浆,落物就会大幅度增加。
3.4 浆料的结晶
3.5 浆膜的内应力
由于黏合作用的存在,浆膜在形成之后将被固接在纱体的表面,不能自由收缩。所以,当水分继续蒸发引起浆膜体积收缩时,浆膜在浆膜平面方向上的收缩必然会在纤维一浆膜界面上形成收缩内应力。此外,浆膜与纤维的弹性模量、热膨胀系数一般是不同的,因而当温度变化或浆纱受力时也会产生内应力。
浆膜的内应力对于减少浆纱落浆是有害的。如果浆膜的韧性较差,那么浆膜的内应力越大,浆膜就越容易破碎,浆纱落物也就越多。
3.6 增塑剂及增韧剂
在浆料配方中加人增塑剂或增韧剂时,可以改善浆膜的韧性,降低浆膜的脆性,减少落物。另外,增塑剂的存在增大了浆料大分子之间的距离,降低了它们之间的相互作用,使内聚力下降,浆膜强度降低,落物减少。
4 减少浆纱落物的工艺措施
4.1 合理确定浆料配方
首先要按照“相似相溶”原理来选择主浆料,并根据具体情况选择浆纱助剂。主浆料的选择主要应根据纤维种类、号数、经纱结构、织物组织和密度来确定,因为按照“相似相溶”原理选择浆料,显然有助于提高浆料对纤维的黏附性能,增大浆膜与纱体的结合牢度,减少落物。
在确定浆料配方时,要考虑浆膜的强度和韧性对落物的影响。如果浆膜的强度过大,浆纱干分绞时就容易产生落物,使浆纱毛羽增加,耐磨性下降。反之,如果浆膜的强力和韧性过小,浸透浆不能有效地发挥浆料的黏合作用,就难以实现增强的目的。
4.2 掌握好浆液对经纱的浸透与被覆平衡
浆液的浸透好,则浆膜附着的基础就好,分纱时浆膜不易脱落,浆纱落物就少。反之,被覆上
5 结束语
浆纱落物所涉及的问题很多,影响因素较为复杂。在浆纱生产中,浆纱落物的控制要从多方面人手,在浆纱工艺与设备等方面,可采取以下措施来
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


