转杯纺半自动接头研究
汪军龚以炜梁金茹
(东华大学纺织学院)
摘要:通过对转杯纺接头过程的研究,指出了半自动接头的关键技术所在,并从理论和实验两方面对接头强力、接头质量、接头成功率及相互之间关系等方面进行了研究,结果表明,合适的接头工艺参数可以得到较好的接头。文章最后还对半自动接头的应用进行了展望。
关键词:转杯纺纱机;半自动接头;接头强力;质量;工艺参数;研究
转杯纺经过几十年的发展,纺纱技术日趋成熟,目前正朝高速、高产、大卷装和高度自动化方向发展。而转杯转速达到90000r/min甚至更高的速度时,人工接头已经难以完成,因此必须有相应的自动接头装置配备。
转杯纺纱机有抽气式和自排风式两种。目前国外的纺机中,前者的代表产品有德国Schlafhorst公司的Autocoro系列转杯纺纱机和瑞士Rieter公司的R系列转杯纺纱机,它们均配备了全自动接头器(接头车),能够自动完成接头的整套工序。后者的代表产品有Saurer集团Elitex公司的BD系列转杯纺纱机和Rieter公司BT903型转杯纺纱机,它们的接头器是半自动式的,即前期工作由人工完成,包括清扫转杯、使用定长器切断纱尾、将纱尾送入引纱管等,最后的接头工作可自动完成。国外的全自动接头和半自动接头装置均已在工业生产中使用。国内纺织厂使用的转杯纺纱机有进口和国产两大类,国产的转杯纺纱机主要有山西经纬制造的系列自排风式和四川川江制造的中频抽气式转杯纺纱机。目前相关的自动或半自动接头器的产品在实际生产中应用得还不多。
由于国产转杯纺纱机目前的水平与国际水平有一定的差距,且转杯速度最高在80000r/min以下,而要提高转杯纺纱机的档次,自动接头问题就必须解决。结合我国国情,自排风式转杯纺纱机占了大部分,研制开发半自动接头装置是非常必要的,这对提高我国转杯
1国内外的研究现状
转杯纺的接头过程不同于环锭纺,它是在封闭的高速运转的纺杯中进行的,因此接头过程不能直观展现。目前国内国产转杯纺纱机都是人工接头的,人工接头有两个缺点:①挡车工之间接头质量有差异,且熟、练工人需要长时间培训;②一般说来,在转杯速度开到60000r/min以上,人工接头就很困难了。因此开发与国产转杯纺纱机配套的半自动接头装置及相应技术就很有意义。一方面可以提高转杯速度,另一方面接头质量好于人工接头,如进一步研究能使接头质量提高,则有可能省去络筒这道工序。
国外在20世纪70年代就有研究[1],目前德国Autocoro系列和瑞士的R系列等都配备了全自动接头小车,接头质量好,而立达公司的BT903型机等也配置了半自动接头装置,接头的成功率和质量尚可。国内在80年代,中国纺织大学有人研究过,狄剑峰[2]在天津纺织工学院的硕士学位论文也对半自动接头作了较深入系统的研究,只是他们研究半自动接头的转杯的速度比较低。最近一些科研机构和企业正在研究开发和应用。
2转坏纺半自动接头的关键技术
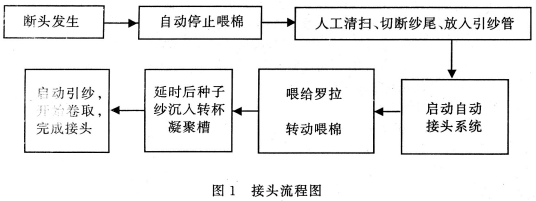
首先需要研究转杯纺的接头过程。人工接头的一般程序是,完成清扫工作后,将成纱筒子抬起一定的高度,同时制止筒子转动。然后将定长的种子纱伸入引纱管中,一个手使引纱管与筒子之间还要储存适当长度的纱段,另一个手则控制成纱筒子。当纺杯喂人一定的纤维时,两个手配合动作,将储存的纱段释放,使其伸入纺杯内,与纺杯凝棉槽中的纤维相接触,一旦种子纱将纤维环打断,纱头便接上,同时将筒子放下,纱线便可引出并进行连续纺纱。从这个过程我们认为接头过程工艺是这样的:喂给罗拉工作喂棉一在转杯凝聚槽形成一定量的须
分析接头过程,我们认为接头的关键技术是控制喂棉、种子纱沉入凝聚槽和引纱这三个动作的时间配合。在转杯速度较低时,如转杯速度在30000r/min时,从给棉到引纱时间有O.5s左右,且有上下O.2s的范围在50000r/min时,相应的时间为O.3s,范围则为上下O.1s;而到75000r/min时,对应的时间不到0.2s,而且范围更小了,在10ms级。这就是为什么转杯速度高了以后人工接头困难的原因所在。
转杯纺半自动接头的装置有机械结构部分和控制系统两个部分,机械机构部分主要完成喂棉、种子纱沉入和筒子落下引纱这三个动作;控制系统则控制这三个动作的间隔以顺利完成接头装置。
3接头质量分析
对于半自动接头,一般考核的两个指标是接头成功率和接头质量(接头处强力、粗细和接头长度)。接头成功率主要取决于接头装置的稳定性,只要这三个动作的时间配合稳定,接头成功率是可以得到保证的。
接头的质量是我们最为关心的。全自动接头由于采用的是气流退捻后接头,因而质量较好。半自动接头采用刀片割断定长的方法。因此接头的强力不够理想。
图2为接头处示意图,从图2中可以看出,接头处可以分为三个部分,埋人部分、捻合段和缠绕部分。埋入段与新纱的结合最为紧密,捻合段是种子纱和新纱一起加捻,这两部分对强力的贡献是最重要的,而缠绕段则是由包缠纤维形成的,基本对强力无贡献。所以要提高接头处的强力可以在捻合段和埋人段方面考虑,提高捻合段的捻度和加强埋入段。在实际应用中,大量采用刀割断纱,这样埋入段很短,对于强力是极为不利的。我们曾经做过对比实验,一组实验用刀割断纱线进行接头,另一组用退捻留出须条,结果表明,后者的接头处强力要比前者高。这也从实验上验
接头处的粗细和接头长度是接头质量的另两个需要考核的指标,一般来讲,强力大,则接头相对较粗,长度较长。所以在接头工艺中要综合考虑这三个指标。
此外,接头质量与接头成功率也有一定的影响。
4接头实验及结果分析
为寻求合适的接头工艺参数,我们在实验室进行了半自动接头的实验,并对接头的强力和粗细进行了测试。
对于某一方案,试验条件为:
转杯速度 77000r/min
转杯直径 43mm
喂棉一沉纱时间 110ms
沉纱一引纱时间 110ms
定长长度 760mm
棉条定量 17.2g/5m
纺纱号数 28tex
设计捻系数 450
用刀割断
测试结果为:正常纱(测100次):平均强力292.6cN强力CVl8.91%;强力最大值544cN;强力最小值220cN
接头处(测99次,接头成功率大于90%):平均强力192.8cN;强力CV24.06%;强力最大值321cN;强力最小值74cN。
实验结果:28tex纱的接头强力是正常纱的65.6%,接头处直径是正常纱直径的1.94倍(用显微镜测得)。
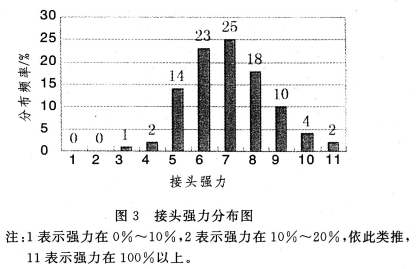
图3为接头强力分布图,从图3中可以看出,接头强力分布趋势是符合正态分布的,即两头小,中间大,这就表明要完全不出现接头强力低于50%是不可能的,毕竟接头是一个随机过程。
从其他的大量实验也得到了类似的结果,我们对纱号为96tex~28tex的纱进行了捻接实验,强力的
实验中发现纺纱号数、棉条、温湿度、纺纱工艺和纺纱元气件等对接头都有影响,因此纺制某一种纱线就会有相对应的最佳工艺,我们目前仍在进一步研究。
5结论和展望
通过理论和实践两方面的工作,我们指出了半自动接头的关键技术所在,并得出了以下结论:
(1)半自动接头装置可以用在国产转杯纺纱机上,能够取代人工接头,并可以在80000r/min甚至更高的速度下使用。
(2)只要控制好给棉、沉纱和引纱的时间参数及定长长度等接头工艺参数,就可以得到较好的接头质量和很高的成功率。
(3)分析接头强力低于正常纱的原因,并指出了改善接头强力的方法。
(4)接头强力的分布形态是符合正态分布的。
半自动接头的研究和应用,在我国还处于起步阶段,在接头装置和接头机理等方面还有很多工作值得我们进一步去研究。我们认为半自动接头的应用可以分为两个阶段,首先是用半自动接头代替人工接头,然后再在保证接头成功率的基础上提高接头质量。
参考文献
[1]上海纺织科学研究院编译.气流纺纱理论与实践.上海:上海科学出版社,1984.
[2]狄剑锋.气流纺纱接头过程的机理研究.硕士学位论文,天津纺织工学院,1984.
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


