RFRS1O型转杯纺纱机的总体设计与生产实践
徐惠君何旭平陈曦
(浙江日发纺织机械有限公司)
摘要:浙江日发纺织机械有限公司最新研制的RFRS10型转杯纺纱机具有高速(转杯90000r/min)、优质、半自动接头、大卷装、适纺范围广、机电一体化强等特点。该机是目前我国惟一的半自动国产转杯纺纱机型。
关键词:转杯纺纱机;高速;半自动接头;性能;生产实践
0前言
转杯纺纱是从20世纪70年代以来迅速发展到大规模工业应用的一项纺纱新技术。国内外转杯纺纱技术在近二三十年内不断向前发展。转杯纺纱线产量现在已占全球纱线总产量的比例,以长度计达25%,以重量计达40%以上。美国在2000年纱线市场占有率为转杯纱35%,环锭纱34%,喷气纱18%,摩擦纱8%,包缠纱5%。欧洲的短纤维市场占有率:环锭纱55%,转杯纱40%,其他纱5%。全世界转杯纺设备头数已达到800万头(占环锭纺锭数的5%),我国转杯纺设备头数约60万头(占环锭纺锭数的2%)。因此,我国和发展中国家的转杯纺纱仍有很大的发展潜力。
转杯纺纱机的使用是以棉纺行业为主,现已逐渐扩展到毛、麻、柚丝和化纤行业,纺纱号数从98tex~29tex逐步扩展到117tex~14tex。织物品种从机织物向低捻针织、产业用品、装饰用品和特种用途产品方向发展。为了提高转杯纺纱机的生产效率,国外的转杯转速从3万r/min已发展到15万r/min。机械与电子、电脑、信息化技术相结合,出现了自动接头、自动清洁、自动落筒、自动留尾、开关车集体生头,自动运输、自动检测监控纺纱质量、存贮纺纱工艺菜单、显示纺纱工艺参数与统计断头、效率、产量等自动化辅助功能。先进转杯纺纱机的高速和自动接头技术促进中细号OE纱的发展和OE纱质量的提高,极大地拓展了转杯纺的应用领域。
国际上,全自动转杯纺
1设计原则与主要技术经济指标
1.1RFRSlO型转杯纺纱机的设计原则
(1)转杯最高转速9万r/min,采用半自动接头装置,在适纺粗号纱的基础上开发中细号OE纱。
(2)消化吸收当代抽气式转杯纺纱机之精华,创新设计新型纺纱器和引纱卷绕系统,力求高速优质。
(3)大锭(头)距(216mm)、大卷装(16时条筒、0300mm×150mm纱筒),提高生产效率,降低劳动量。
(4)全机采用微电脑触摸屏控制,实现机电一体化。
(5)设计中必须执行国家或行业标准:GB6002.7—87纺织机械术语转杯纺纱机;FZ93015—93转杯纺纱机;FZ/T92053—1999转杯;Fz/T92054—1999分梳辊;零部件设计要遵循各种机械标准;紧固件、标准件要协调、一致,减少品种。
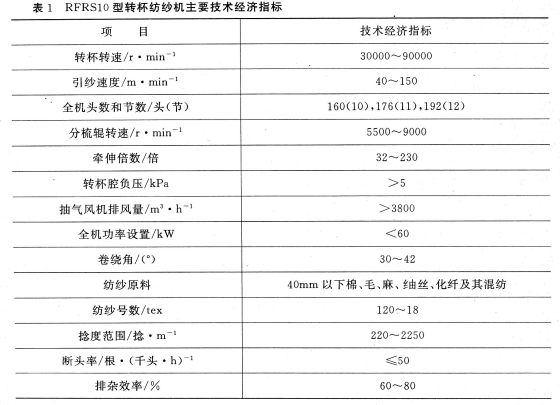
1.2主要技术经济指标(见表1)
2纺纱器
纺纱器由开松机构、成纱机构和引纱管等形成组合装置。我们选用AutocoroSE9型、SElO型、SEll型和绪森公司的SCl一M型为蓝本,其理由如下:
(1)Autocoro型转杯纺纱机是当今最先进的机型。近十多年来,在世界市场上独占鳌头,抽气式纺纱器纺出的
(2)SEll型和SCl一M型是赐莱福和绪森公司最新型纺纱器,在技术上做了许多重大的改进,纺纱性能更佳。
新设计的RFRSlO型转杯纺纱机型的纺纱器具有如下特点:
(1)转杯的高速化是通过引进国外先进高速轴承(包括减震套)、抽气式无排气孔转杯和引进新型高速磨平龙带相结合实现的。这是考虑到托盘式间接传动的机械结构、材质、制造精度难度较大,又考虑到空气轴承尚需进一步发展。
(2)喂给板、喂给罗拉及分梳三角区的设计吸收SCl一M型纺纱器的特点;活络和固定喂给板相结合。适合纺长、短纤维,增加梳理区域、避免活络喂给板末端的污染。
(3)分梳辊系敞开式,边缘有凹口,运转时形成气流风挡,克服分梳腔体内积花现象。锯齿部分可选用齿片式、齿条式、植针式和齿圈式等不同类型、型号,有利于获得不同原料、品种、纱号的最佳纺纱效果。
(4)设置补气孔调节排杂区落率,有利于纤维在输纤通道内的运行。
(5)分梳腔、通道、结合面严格保证光滑性与密封性。
(6)多种型号的转杯、假捻盘、阻捻器可供选择。
(7)φ38mm转杯采用钢杯,由精密加工中心制造。
3引纱和卷绕系统
3.1引纱
(1)引纱胶辊具有自动调整功能以确保胶辊与引纱罗拉的全面接触,使纱在引纱罗拉和胶辊的正常握持下顺利输出。
(2)断纱传感器改变国产设备的传统探纱杆干簧管的形式,采用光电无接触式断纱传感器,结构紧凑、可靠、美观。
3.2卷绕
(1)卷绕筒子架系压铸铝件,刚性要好,不变形;加压压力与纱筒直径成反比;减振阻尼器促使纱筒运转平稳;保持纱筒与卷绕辊的正常接触。
(2)配置卷绕张力补偿弓。
(3)设置可调卷绕角30°、33°、35°、39°、42°的机构
(4)卷绕张力牵伸在0.98~1.08范围调节。
(5)卷绕辊配有齿形胶圈,减少纱筒的滑溜。
(6)多支点,变位控制卷绕横动导纱杆的往复动程内的跳动量。
(7)凸轮箱内设置4mm移位防叠装置。
4机电一体化设置
4.1半自动接头装置
转杯转速高于6万r/min,半自动接头成为必须具备的手段。它是利用机械和电气手段控制喂棉、沉纱、引纱、卷绕的时间差及种纱长度,通过按钮来完成接头的瞬间连续动作。而接头前的准备工作如抬起筒子架、找纱头、清洁转杯,确定种纱长度等都是由挡车工操作完成的。本机半自动接头装置是一套杠杆机构、电磁吸铁和时间顺序控制系统组合而成。
4.2变频调整器
引纱、喂给线速度通过编码器处理、闭环控制、保持速度在运行中的恒定,特别是牵伸倍数的误差可在O.3%内。变频调速器的作用使全机的传动系统十分紧凑,消除了大量的齿轮变速系统,实现了无级调速及运行中调速。
4.3电气控制系统
(1)电气控制箱、控制电源、车身电器。控制系统通过PLC处理。
(2)半自动接头装置的车头调节系统和车身电器。
(3)微电脑、触摸屏、控制面板。
为了减少电器故障,全机电气、控制元件、变频调速器、半自动接头装置的电器元件全部选用进口件。
5纺纱生产实践
RFRSl0型转杯纺纱机自2001年4月起,在江苏连云港市润浦纺织有限公司等单位进行生产实践,36.5tex纺纱情况如下。
(1)原料
纯棉,等级4.5级,棉纤维长度27mm。
(2)主要工艺参数
转杯转速:75000r/min~80000r/min 卷绕角:33°
引纱速度:100m/min-106m/min 转杯轴承温升:<6℃
分梳辊转
捻度:750捻/m(实测680捻/m) 实测功率消耗:40kW(160头)
卷绕张力牵伸:1
(3)纺纱质量
断头率:39根/千头·h 单纱断裂强度:11.2cN/tex
接头成功率:80%~90% 强不匀:8.5%
条干CV:13.61% 重量变异率:1.8%
细节(-50%):4个/km 捻不匀:2.5%
粗节(+50%):51个/km 支数偏差:+2%
棉结(+280%):20个/km
使用厂认为RFRSl0型转杯纺纱机基本能满足棉纺厂高产、优质、大卷装的纺纱要求,机器的运转稳定性尚需进一步提高。
6结论
(1)RFRSl0型转杯纺纱机是目前我国惟一的半自动国产转杯纺纱机,转杯最高转速9万r/min,采用半自动接头装置,微电脑触摸屏控制系统。
(2)本机创造性地消化吸收国内外转杯纺纱机在纺纱器、引纱、卷绕、机电一体化方面的最新成果,使国产转杯纺纱机型在高速、优质、大卷装、适纺中细号OE纱方面上升到一个新台阶。
(3)通过生产实践,RFRSIO型转杯纺纱机基本上达到总体设计的要求和技术经济指标。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


