槽筒式卷绕产生肥胖坏筒纱的原因及解决方法
转杯纺卷绕成形分急回式和槽筒式两种。槽筒式卷绕成形在转杯纺日常生产中常会产生较多的“肥胖”坏筒纱,给生产管理增加工作量,并在经济上给企业造成一定损失。
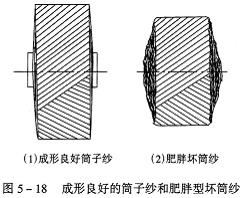
卷绕张力因某些原因发生了变化,造成筒纱的外层向芯部逐渐挤压,致使筒纱的芯部向两侧膨胀,严重时甚至要超出纸管的长度,看起来比成形良好的筒纱宽度增加,略显肥胖,如图5—18(2)所示。在转杯纺纱厂,这种类型的筒纱俗称为肥胖坏筒纱。
一、肥胖坏筒纱的危害
在转杯纺生产过程中,如果筒纱卷绕成形不好,就会形成肥胖坏筒纱。这不但大量浪费原棉,而且浪费电力、人工,造成生产成本增加。即使有的肥胖坏筒纱经过络倒仍可成为产品,但又额外增加了一道工序,并且纱条上会增加毛羽并易产生油污,甚至会产生错特纱,造成严重的质量事故。当“肥胖”较严重时,筒纱芯部已超过纸管的长度,而与筒子架的两臂发生摩擦,便会产生磨烂纱,从而失去使用价值而造成不必要的原棉浪费和经济损失。
二、产生肥胖坏筒纱的原因
转杯纺产生肥胖坏筒纱除了筒子架的压力、胶辊工作状况、纸管质量等方面的原因以外,还与卷绕张力、纺纱品种及生产车间湿度等因素有关。
1.卷绕张力变化造成肥胖坏筒纱
要使筒纱保持良好的成形,首先应使纱条保持适当的卷绕张力,张力太大或太小都会造成筒纱成形不良。筒纱出现肥胖坏筒纱的原因之一就是纱条的卷绕张力太大。纱条卷绕张力除与张力轮齿数选配有密切关系外,还与纺纱品种、纱线的线密度、胶辊工作状态等因素有一定关系。
筒纱在卷纱过程中,从小筒纱直到纺成直径(重量)符合要求的筒纱,卷绕张力应始终保持一致,但这在槽筒式卷绕过程中是办不到的。因为槽筒式卷绕张力从小筒纱到纺成大筒纱存在着差异,而急回式的卷绕张力,小筒纱与大筒纱之间的差异就比较小。所以肥胖坏筒纱多产生
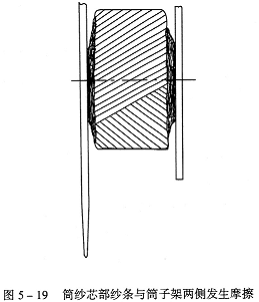
在卷绕过程中,筒纱的卷绕速度应与引纱速度保持一定的比例关系。在纱条加捻的过程中,引纱速度是恒定的,不允许有快慢变化。为了使筒纱有良好的成形,卷绕速度也应是恒定不变的。但筒纱的旋转速度随筒纱直径的增大而逐渐减慢,当筒纱还处在直径较小,尤其是在纸管上刚开始卷绕时,其转速最快。因为胶木槽筒的表面比较硬且光滑,对小筒纱的摩擦力较小,因此卷绕时容易出现滑溜现象。因为筒纱直径较小时,纱层比较薄、比较僵硬而缺乏弹性,所以与胶木槽筒的接触弧线短,而且筒纱直径较小时重量轻,因此减小了对胶木槽筒的压力。在以上几种因素的共同作用下,小筒纱时,其内圈纱条的卷绕张力较小,纱层之间比较疏松。但随着纺纱时间的延续,筒纱直径逐渐增大,其重量及弹性也都在增加,因此,筒纱与胶木槽筒的接触弧线在加长。在筒纱直径增大的同时,转速在逐渐减慢(惯性在减小),这时筒纱与胶木槽筒之间的摩擦力增加,而滑溜系数减小,所以,纱条的卷绕张力也逐渐增大。因此,在卷绕过程中会把筒纱内圈原先疏松的芯部向外挤压,并且筒纱直径越大,对芯部纱条挤压得越厉害,肥胖的程度也越严重。当筒纱的直径达到150~180mm时,筒纱的芯部纱条即会超出纸管而与筒子架的两侧发生摩擦,如图5—19所示。这时若处理得不及时,就会产生磨烂的坏筒纱。
在急回式卷绕机型中,由于卷绕滚筒两侧的皮圈与筒纱发生接触,且皮圈的摩擦系数大并具有一定弹性,又由于急回式卷绕的筒子架都装有阻尼装置,对筒纱在卷绕过程中压力变化起着稳定和补偿作用。所以,筒纱在卷绕过程中一般不会出现内松外紧现象,因而产生肥胖坏筒纱的情况较少。
2.因纺纱品种变换而产生肥胖坏筒纱
转杯纺生产企业改纺棉纱品种时,往往会产生较多肥胖坏筒纱。例如:有的转杯纺生产企业纺制某一种纱,由于配棉质量比较差,在原料中又掺入较多的回用棉,但
纺粗特纱(大号纱)时,产生肥胖坏筒纱较少,而改纺细特纱(小号纱)时,肥胖坏筒纱就会增多,这除与上述因配棉质量发生变化的原因外,就是筒纱的卷绕密度在增大。纺制58.3tex纱,当筒纱直径达到240mm时,若纱条需要卷绕500层,而改纺29.2tex纱时,筒纱直径达到240mm时,纱条就需要卷绕1000层,即纱条的卷绕密度29.2tex纱要比58.3tex纱增加1倍。纱条卷绕每增加一层就会向筒纱的芯部增加1份挤压力。所以若用手揿压两个直径大小相同而纱条粗细不同的筒纱时,会明显感觉纱条比较粗的那个筒纱比较松软些。
3.因胶辊作用不良而产生肥胖坏筒纱
在转杯纺纺纱过程中,胶辊的作用一是与引纱罗拉配合起引纱作用,二是对卷绕中纱条的张力起抑制和调节作用。所以当缺少胶辊或胶辊失效或胶辊起槽太深,都会产生肥胖坏筒纱。转杯纺在纺纱时,因纺杯直径和转速不同,纺杯内会产生-280~-600毫米水柱的负压。负压气流除了对分梳腔内的棉纤维有吸引作用外,对纱条同样存在吸引作用。由于筒纱的卷绕张力远远大于纺杯负压的吸引力,所以在缺少胶辊或胶辊失效、胶辊起槽情况下,虽筒纱仍能卷绕成形,但由于缺少胶辊,对纱条张力起抑制作用,纱条的上端有筒纱在卷绕、
4.因生产车间湿度变化造成肥胖坏筒纱
转杯纺生产车间的相对湿度小于50%时,空气中所含的水分较少,再加上胶木槽筒表面比较光滑,因此降低了筒纱与胶木槽筒之间的摩擦阻力。当筒纱处在小直径阶段时,由前面叙述过的原因而造成筒纱芯部纱条张力减小,存在着内层较疏松的现象;当筒纱的直径逐渐加大时,纱条的张力也随之增加,筒纱内层便受到外层纱的挤压而向纸管两端扩展形成肥胖坏筒纱。
因生产车间湿度低产生的肥胖坏筒纱有以下几种情况:
(1)大量肥胖坏筒纱一般都出现在转杯纺生产车间缺少空调设备及喷雾加湿设备的企业。
(2)大量肥胖坏筒纱一般都出现在生产规模比较小的企业。这些企业的生产条件比较简陋,又缺少相应的专业技术人员,对温湿度与纺纱生产的重要关系缺乏足够的认识,出现上述情况是难免的。
(3)肥胖坏筒纱在乡镇企业比在城镇企业少。因为乡村转杯纺企业的周围一般都有水塘、鱼池、河沟及农田,它们对空气湿度具有调节作用。所以,其产生肥胖坏筒纱的可能性小。而建在城镇中的企业由于缺少较好的生态环境,空气比较干燥,所以产生肥胖坏筒纱的机会就比较多。
(4)肥胖坏筒纱一般都产生在每年的3~5月份和9-11月份。因为这两个季节雨水少,自然界的空气比较干燥,空气中缺少水分。若转杯纺生产车间缺少空调或喷雾设备,就无法抵御外界空气对生产车间的影响,空气干燥就难免产生肥胖坏筒纱。
三、防止产生肥胖坏筒纱的方法
(1)若要防止因车间相对湿度低而产生大量肥胖坏筒纱,最有效的方法是安装空调或喷雾设备。一种简单易行而有效的方法是:当生产车间空气比较干燥时,应不间断地向地面泼水,并关闭车
(2)某台转杯纺纱机上的筒纱产生大量肥胖坏筒纱时,多是因为张力轮齿数选配偏少造成的。张力轮的齿数偏少会增大了纱条的卷绕张力。解决的方法是适当增加张力轮齿数,使纱条卷绕张力略有减小。
(3)在日常生产过程中,产生肥胖坏筒纱的原因一般是筒子架的压力未调整好、引纱胶辊作用不良或严重起槽,减小了对纱条的压力;也可能是纸管的长度偏短,在卷绕过程中筒纱产生变形而造成的。产生个别肥胖坏筒纱,只要查明具体原因并采取相应的处理措施,问题即可得到解决。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


