转杯纺纱中的凝聚须条形态
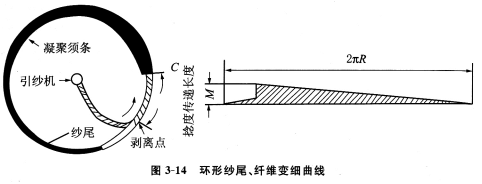
转杯纺纱中,纱条从凝聚槽剥离点剥取的过程与凝聚槽从输送管道中凝聚纤维流的过程同时发生。转杯回转一周,将在凝聚槽内铺放一层(一圈)纤维,同时从剥离点剥离一段纱条,即剥离点处的纤维数量达到了成纱线密度。在单位时间内,输送管道输送的纤维数量应等于从剥离点剥取的纤维数量。剥离点转速与转杯速度的相对差值,即为剥取须条的长度。因此在转杯凝聚槽内的纤维层形成环绕一周的纱环,环中纤维分布数量逐渐减少,由粗变细,直至刚被剥离的地方存留一定空隙,如图3—14所示。
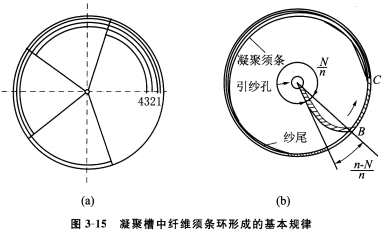
存留空隙的大小为转杯速度与剥离点转速的函数,即:![]() ,其中n为剥离点转速,N为转杯转速。例:设转杯回转4转,剥离点5转,剥离点为动点,凝聚须条的理想分布状态如图3—15(a)所示;存留空隙的大小为周长的1/5,如图3—15(b)所示,通常表示为
,其中n为剥离点转速,N为转杯转速。例:设转杯回转4转,剥离点5转,剥离点为动点,凝聚须条的理想分布状态如图3—15(a)所示;存留空隙的大小为周长的1/5,如图3—15(b)所示,通常表示为![]() 。
。
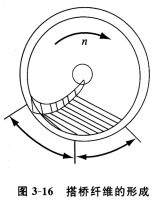
(3)搭桥纤维一包缠纤维
从输送管道送人转杯内的纤维流是连续不断的。转杯每回转一周,就可能有部分纤维落人(铺放)纤维环尾部的空隙处,这些纤维的一端与纤维环接触,另一端则搭接在捻度传递长度或有捻纱条上,称为搭桥纤维。当纱条经过假捻盘时,由假捻盘施加的假捻开始退捻,同时,这些纤维缠绕在纱线表面而成为包缠纤维(详见后节),如图3—16所示。
(4)凝聚过程中的并合效应
当纤维从转杯壁滑向凝聚槽时,喂入纤维条与输送到凝聚槽的纤维之间会发生巨大牵伸作用,牵伸率为(πDN)/(πdne),几乎是单根纤维依次进入凝聚槽。因此,进入凝聚槽的纤维流截面中所含的纤维平均根数为:![]()
式中:D为转杯凝聚槽直径;N为转杯转速;D为喂给罗拉直径;d为纤维直径;ne为喂给罗拉转速;Ns为喂入纱条公制支数;Nf为纤维公制支数。
而纱条截面中
![]()
或者,并合数也可表示为:![]()
式中:![]() 为成纱捻度;np为剥离点转速;Ny为成纱公制支数;Vs为纤维到达凝聚槽的速度;Vy为成纱输出速度。
为成纱捻度;np为剥离点转速;Ny为成纱公制支数;Vs为纤维到达凝聚槽的速度;Vy为成纱输出速度。
并合数是转杯直径D和成纱捻度丁的函数,较大的转杯直径和较高的成纱捻度,成纱均匀度较好
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


