纺纱器的发展状况
根据转杯内负压的产生方式不同,纺纱器可分为自排风式和抽气式两种,如图3—4所示。自排风式纺纱器,转杯的底侧部开有若干排风孔,杯子高速回转时产生的离心效应使气体经这些排风孔排出,形成杯内负压。因杯盖与杯口封闭,气流流动由输送管道补入。为防止输送纤维在到达凝聚槽前直接冲向已被加捻的纱条上而形成过多的包缠纤维,在纤维出口处设置了隔离盘。抽气式纺纱器,转杯内的气体从杯口吸出,所以输送管道必须有一定长度伸人杯内并接近凝聚槽上的杯壁。
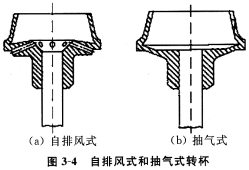
由于两种纺纱器转杯内的气流流动不同,故纺纱情况也不同。自排风式转杯的凝聚槽内易积聚灰尘,而抽气式转杯内的灰尘容易被气流吸走,因此凝聚槽比较清洁;断头后自排风式转杯内有剩余纤维,接头前需清除,抽气式转杯可直接接头。就两种纺纱器的发展趋势而言,抽气式转杯具有高速、低噪声、适应纺较低线密度纱等优点。2004年后,自排风式转杯纺纱机就不再生产。
2.喂给、分梳机构[19-22]
喂给、分梳机构由条筒、喂给喇叭口、喂给罗拉、喂给板和分梳辊组成,其主要作用是把纤维分梳成单纤维状态,同时排出其中的杂质和灰尘。喂给、分梳机构的作用原理基本遵循传统梳理的要求,但由于该机构组装在转杯纺纱器壳体内,尺寸较小,工艺参数和要求与传统梳理机构不同,有一定的特殊性。其中,主要部件是分梳辊及其排杂装置,以保证最佳分梳效果,获得较好成纱质量。
 1)分梳辊
1)分梳辊
分梳辊有针辊和锯齿辊两类。锯齿辊又可分锯条包覆和锯片组合两种形式。影响分梳辊分梳效果的因素主要是锯条(植针)规格和分梳辊速度。
图3—5表示针辊和锯齿辊的运行速度对分梳效果的影响,试验条件:36.4tex(16s)纯棉纱、转杯速度50000—80000r/min。
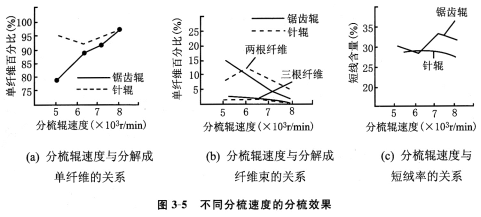
从图3—5(a)、(b)可以看出,纤维分离度随分梳辊转
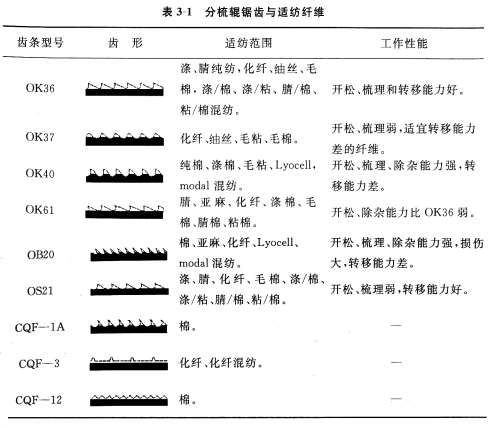
 分梳辊锯齿的工艺参数有锯齿工作角、齿尖角、齿背角、齿高、齿深、齿密等。影响分梳效果的主要参数是工作角和齿密。加工不同纤维需选配不同类型的锯条。表3—1列举了不同锯齿规格、性能及其适纺纤维。
分梳辊锯齿的工艺参数有锯齿工作角、齿尖角、齿背角、齿高、齿深、齿密等。影响分梳效果的主要参数是工作角和齿密。加工不同纤维需选配不同类型的锯条。表3—1列举了不同锯齿规格、性能及其适纺纤维。
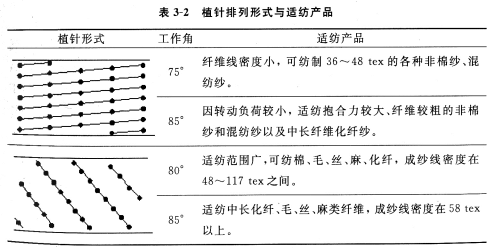
针辊的工艺参数包括植针工作角、针的密度(针的直径一般为0.6~0.7mm)及植针方式(直形排列、斜形排列),如表3—2所示。
转杯的真空度直接影响输送管道中的气流速度以及纤维能否从锯齿顺利脱离,而分梳辊回转所产生的气流会影响杯内真空度。分梳辊带动的气流量过大会导致杯内真空度下降,从而破坏管道进、出口的气流平衡,使气流在输送管道出口处出现回流现象,影响纤维的正常输送以及纤维定向、伸直度。严重时造成分梳辊返花,所以输送管道出口的气流速度必须大于分梳辊带动的气流速度。由此可见,分梳辊转速的确定不仅要考虑纤维的开松、分离、排杂状况,还要考虑纤维在通道中的顺利输送以及与杯内真空度的配合。
 相关信息
相关信息 






 推荐企业 推荐企业
推荐企业 推荐企业 推荐企业
推荐企业


 您所在的位置:
您所在的位置:


