| 开口机构:
开口机构是织机五大机构之一,是形成织物所必需的重要机构。它的任务是根据织物组织的要求,依次将穿入各页综框上的经纱分成上下两层以形成梭口,待纬纱引入后将梭口闭合,使经、纬纱形成交织状。
喷气织机的开口机构有:曲柄连杆开口、凸轮开口、多臂开口和提花开口。曲柄连杆开口机构只能用于织制平纹织物,一般为4页综框,目前喷气织机较少采用。凸轮开口机构最多可配8页综框,根据配置凸轮种类的不同,可以织平纹、斜纹、缎纹和灯芯绒等织物。多臂开口机构最多可配16页综框,可织小提花织物,适宜的织物品种较多。提花开口机构有1344针、2688针之分,最多可达20000多针,可织大提花织物,在喷气织机上的应用越来越多。
凸轮开口机构是喷气织机的常规配置。其余形式由用户根据需要选用。
1.曲柄连杆开口(图2—13)
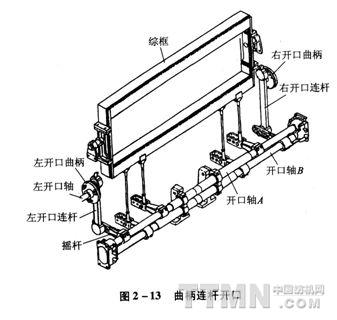
由A、B两根独立的开口轴组成曲柄开口装置。织机主轴与开口轴的转速比为1:2,开口轴左开口曲柄和右开口曲柄相位差为180°。开口曲柄的回转运动经过连杆和摇杆到开口轴A和B,驱动摆臂带动综框上下运动。开口量的大小可以通过调节连杆在摇杆上的位置来调整。
综框页数根据织物经密不同可以有以下两种选择:4页或6页。
综丝长度有以下3种:280:mm,330 mm,33lmm。
右开口轴驱动第2,4页综框。
左开口轴驱动第1,3页综框。
曲柄开口机构的综框运动规律如图2—14所示。
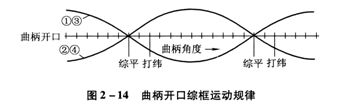
曲柄开口运动具有近似简谐运动的特点,所以较适应高速。综框在最上或最下位置时,升降速度低;在综平位置时,升降速度高。对于短纤类平纹织物,综平标准时间一般设定在310°,长丝类平纹织物的标准平综时间一般设定在330°。综平时间晚,有利于减少经纱的摩擦,但不利于把纬纱打紧,织物组织不丰满。
2.凸轮开口
凸轮开口按综框驱动机构的性质可分为消极式和积极式两种。消极式凸轮开口机构由开口凸轮箱、钢丝绳及导轮、回综箱三部分组成。它由回综箱中的回综弹簧控制综框复位。积极式开口凸轮机构用共轭凸轮驱动综框升降,不需要回综装置。欧洲喷气织机多配置积极式凸轮开口机构,最多8页综框。日本机型多配消极式凸轮开口。
(1)消极式凸轮开口机构:由于凸轮轮廓面形状可以按照开口工艺进行设计,所以凸轮开口机构的运动性质可以弥补连杆开口机构运动性质难以改变的不足,拓展了织物的适应性。它不仅能织制平纹、斜纹和缎纹,而且可以织造灯芯绒及某些复合组织的织物。因此是用户广泛采用的开口型式(图2—15)。

在图2—15中,当凸轮由小半径转到大半径时,通过转子和开口臂将连接在综框上的钢丝绳向右拉动使综框从最高点运动到最低点;同时回综弹簧受力伸长储蓄能量。当开口凸轮继续转动从大半径转向小半径时,整个回综系统则靠回综弹簧储蓄的能量使综框回复到原位,即从最低到最高。
这种开口机构大,综框的上下运动规律取决于开口凸轮的外廓线形状的设计;回综靠弹簧能量的释放。因此,凸轮外轮廓的设计加工直接影响着开口性能的好坏,弹簧质量直接影响着综框运动的平稳性。
综框的运动必须满足:开口清晰;适于高速运转;综框运动一定要平稳;开口到最大时应有一定的静止时间。
在织造同一组织的织物时,根据织造工艺参数和织物风格的要求,织机转速及筘幅的不同,需选择不同型号的凸轮。
例如:zA系列根据已知的筘幅、转速、织物密度、风格等不同的要求,有P、G、Q或V形四种平纹凸轮可供选择。斜纹、缎纹及灯芯绒也可分Q形或V形。
(2)积极式凸轮开口机构:为使开口运动更加平稳和精确,尤其在织宽幅、重磅等织物时,喷气织机采用共轭凸轮开口机构,即积极式凸轮开口机构,如图2—16所示。
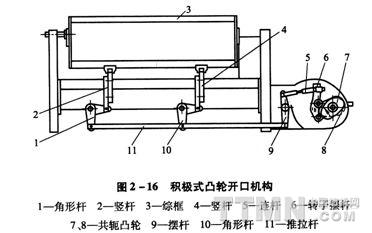
图2—16中,当主凸轮7由小半径转到大半径时通过转子摆杆6、连杆5、摆杆9,推拉杆11、角形杆1和10、竖杆2和4,使综框在其垂直导轨内上升。主、副凸轮为一体件,同转向,同转速。当副凸轮8的小半径转到大半径时,则反之,综框下降。由于整个系统靠两凸轮的共轭精度保证良好的约束条件,所以综框运动的精度和平稳性较好。连杆5右端在转子摆杆6上的高低位置可调节综框的动程大小。
积极开口的能耗比消极开口的能耗低,机器震动小。
3.多臂开口
多臂开口有上置、下置和消极、积极以及机械、电子之分。喷气织机织制较复杂的织物(例如小花纹组织)时需用多臂开口机构。喷气织机配置的多臂机综框数最多为16页。
多臂开口机构的动力来自主机通过与大皮带轮同轴的同步带轮、同步带将动力传递给多臂机的输入轴。经传动机构传动综框上下运动。机械多臂机通过纹板、纹钉排列规律形成预期的织物组织。电子多臂机织物组织数据则经功能键盘输人控制系统,以获得预期的织物。因此,电子多臂机具有改变织物组织快捷,纬循环数多、操作方便等特点。
4.提花开口
喷气织机可配置提花开口机构,适用于织造大花纹组织的织物,满足每根经纱所需要的独立提综规律,满足了各种各样花色品种的要求。
|








