| 调试、故障与排除:
一、调试
喷气织机出厂前已在生产厂家进行了严格细致的调试,并按规定时间进行空车试运行试验,经检验无误后才允许发往用户厂。织机到达用户厂后,仅需做如下工作就可以开机。
(1)机器按要求就位、调整水平;
(2)按要求接通电源、气源;
(3)根据织物品种调整。
根据筘幅:调整右剪刀、右边撑、右绞边装置、织轴右边盘及探纬器的左右位置、储纬鼓直径(及解舒圈数)等;
根据织物情况:更换或确认主传动小皮带盘以获得预期的织机转速;
根据织物纬密:更换或确认纬密齿轮;设定送经量;
根据织物对纬纱种类变化的要求:设定选纬参数;
根据织物组织:调整或确认凸轮种类、平综时间、绞边和剪刀定时、综框高度及开口量;
根据织物组织和开口配置:调整或确认边撑高低位置、松经量及定时;
根据织物组织、筘幅和覆盖系数:调整或确认后梁前后及高低位置、经停架前后高低及角度;
根据纬纱种类和特数:调整辅喷嘴高度、间距及角度,设定各调压阀的输出气压、各电磁阀和止纱销及探纬器的开、闭定时;
根据纬纱种类、特数及总根数:设定经纱张力;
根据工艺要求:设定电动机和送经伺服电动机启动要求。
二、织造时的故障分析与排除
织机在运行过程,不可避免会出现一些故障,这些故障将影响织物的质量,常出现的故障现象及排除方法如下:
1.纱端故障
现象(表2—4):
(1)纬纱端部到达迟。
(2)输送力不足。
(3)传动侧边纱松。
(4)开口不良。
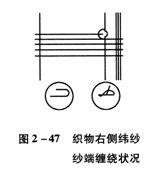
在织物右侧纬纱纱端缠绕。
织物右侧纬纱纱端缠绕其状况如图2—47所示。

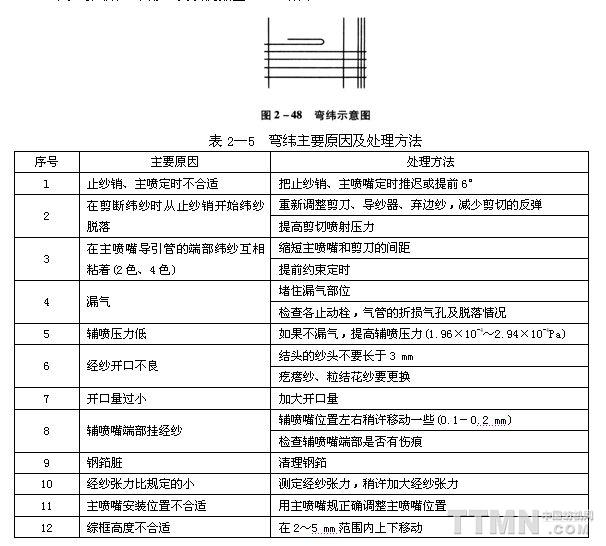
2.弯纬
现象(表2—5):
(1)输送力不足。
(2)纬纱端部到达迟。
(3)全部的开口不良。
纬纱弯曲成u字形,其状况如图2—48所示。
3.纬纱扭结(表2—6)
其现象如图2—49所示。
(1)由于纬纱强捻或在储纬部分反捻,使得纬纱Z捻折曲。
(2)这种情况多发生在强捻纬纱的场合。
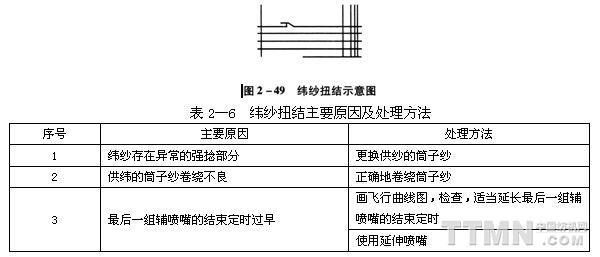
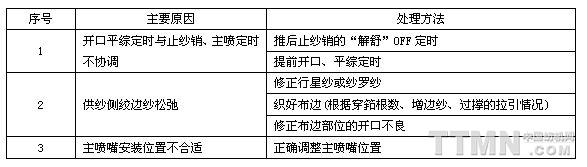
表2—7 织纱侧边经纱挂纬纱主要原因及处理方法
5.其他的经纱挂纬纱(表2—8)
其现象如图2—51所示。
(1)因开口不清,纬纱挂在经上,而引起停机。
(2)经纱张力不足、经纱不良。

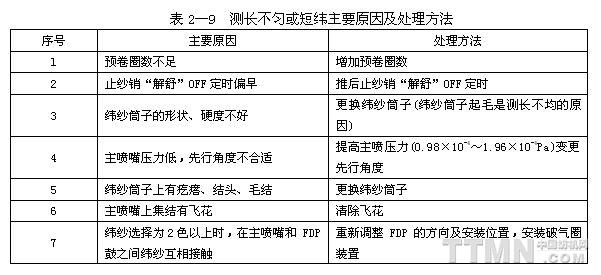
6.测长不匀或短纬(表2—9)
其现象如图2—52所示。
(1)测长不匀:供纱筒子不良,储纬不稳定,输送力不足或测长不稳定,这些现象都会引起停机。
(2)短纬:测长不匀严重,主喷嘴内集结飞花等,这种现象会引起停机。
(3)短一圈:FDP鼓上卷绕的纬纱少一圈,造成引入的纬纱短,这种现象会引起停机。
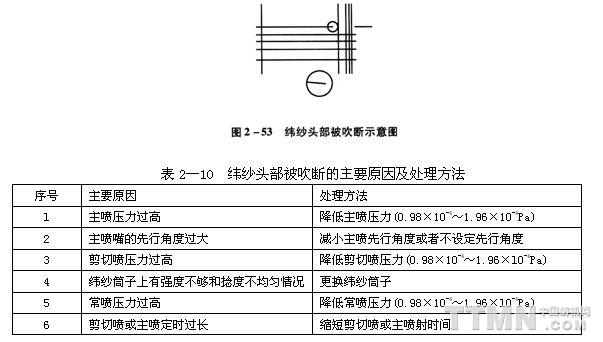
7.纬纱头部被吹断(表2一lO)
其现象如图2—53所示。
(1)纬纱在飞行前压力过大,纬纱强度不够,前端被吹断。
(2)织机因短纬而停止。
(3)纬纱头部剪不整齐。
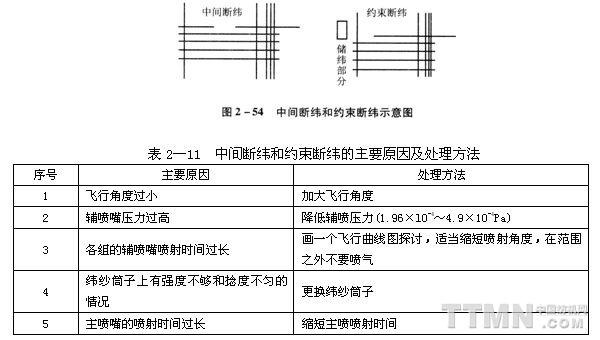
8.中间断纬和约束断纬(表2一11)
其现象如图2—54所示。
(1)纬纱飞行中牵引力过强,或供纱筒子的纬纱强度不足。
(2)约束时的牵引力过强。
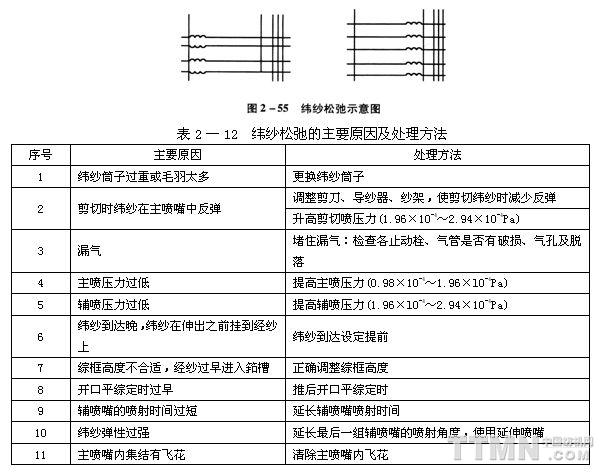
9.纬纱松弛(表2—12)
其现象如图2—55所示。
(1)牵引力不足,纬纱到达晚,经位置线不正确,开口不清等,使得纬纱在约束时不能充分伸直。
(2)织物右侧发生松弛,造成纬纱反弹。
10.误剪刀(表2—13)
现象如图2—56所示。
剪切状态不好,不能剪断纬纱。

11.无故停机(误停机)(表2—14)
其现象如图2—57所示。
纬纱正确到达了,但是纬纱状态不好,绞边组织部分、捕边纱不良,电气元件异常等,引起纬纱到达传动侧无信号,而使织机停止。

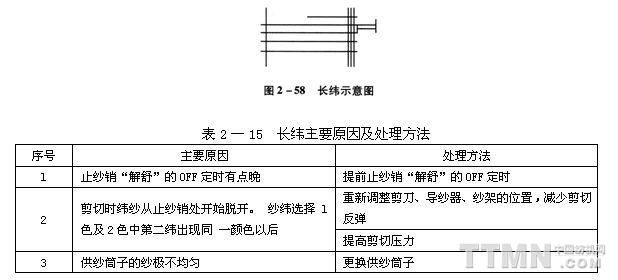
12.长纬(表2—15)
其现象如图2—58所示。
从FDP鼓上多退线一圈以内,纬纱造成长纬。
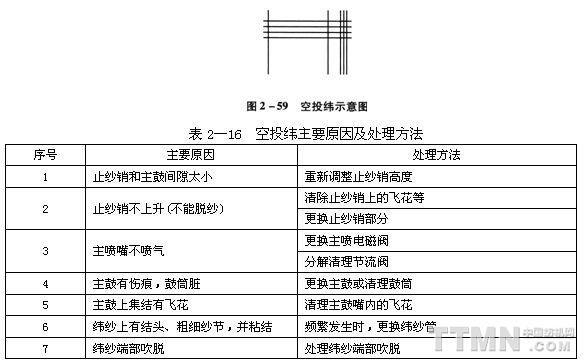
13.空投纬(表2—16)
其现象如图2—59所示。
不引纬,鼓筒上的储纬量不断增加。
|








