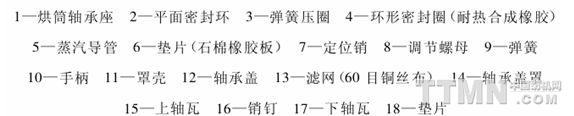
| șæÍČșæÔï»ú”ÄÀàĐÍŁș
șæÍČșæÔï»ú°ŽșæÍČ”ÄĆĆÁĐ·œÊœżÉ·ÖÎȘÁąÊœĄąÎÔÊœŒ°ÇĆÊœÈęÖÖŁŹ·Ö±đÈçÍŒ5ĄȘ2Ą«ÍŒ5ĄȘ4


1ŁźÁąÊœșæÍČșæÔï»ú
ŐâÊÇÄżÇ°ÈŸŐûŒÓč€ÖĐÊčÓĂŚîÎȘčă·ș”ÄÒ»ÖÖșæÍČșæÔï»úĄŁÓĐ”„ÖùĄąË«ÖùĄąÈęÖùșÍ°ŒÖù”ÈŒžÖÖÀàĐÍŁŹżÉžùŸĘÊ”ŒÊč€ÒŐÒȘÇóŒÓÒÔŃĄÓĂĄŁĂż¶ÔÁąÖùÉÏ°ČŚ°ÓĐÊęÁżÎȘ8Ö»Ąą10Ö»»ò12Ö»”ÄșæÍČĄŁ¶ÔÓÚșæÔï”ÓĂȚ»ì·Ä”ÈÖŻÎï”ÄŐâÖÖÉ豞ŁŹŚîșó3Ö»șæÍČÓŠžÄÎȘÀäÈŽčőÍČŁŹ·ńÔòŁŹŚîșóÒȘÌíŒÓ2Ą«3Ö»ÀäÈŽčőÍČŁŹÒÔœ””ÍÖŻÎï”ÄÎÂ¶ÈŁŹ·ÀÖčÖŻÎïČúÉúÓÀŸĂĐÔŐÛÖ楣
2ŁźÎÔÊœșæÍČșæÔï»ú
ÔÚșæÔïÖŻÎïʱËùČúÉú”ÄÊȘÈÈżŐÆűÈĘÒŚĆĆłęÉą·ąŁŹČ»ÖÂÓ°ÏìÆäËûșæÍČ”ÄșæÔïÄÜÁŠĄŁ°ČŚ°ĄąŒìĐȚĄąŽ©ČŒșÍČÙŚś¶Œ±ÈœÏ·œ±ăĄŁ”«ÓÉÓÚÉè±žŐŒ”ŰĂæ»ęœÏŽóŁŹčÊœÏÉÙÊčÓĂĄŁ
3ŁźÇĆÊœșæÍČșæÔï»ú
ËüÊÇÁąÊœșÍÎÔÊœÁœÖÖșæÔï»úŚéłÉ”Ä»ìșÏÊœșæÔï»úŁŹÆäŚîŽóÌŰ”ăÊÇœáččœôŽŐĄŁ”«ËüĆĆłęÊȘÈÈżŐÆűœÏÎȘÀ§ÄŃŁŹÒÔÖÂșæÔïÄÜÁŠ±ÈÆäËûÁœÖ֔ͣŹÇÒœáč螎ÔÓŁŹ°ČŚ°ĄąŒìĐȚșÍČÙŚś¶ŒČ»·œ±ăĄŁÒòŽËŁŹÔÚÈŸŐûŒÓč€ÖĐșÜÉÙÊčÓĂĄŁ
¶țĄąșæÍČșæÔï»ú”ÄŚéłÉŒ°žśČż·Ö”ÄŚśÓĂ
ÁąÊœșæÍČșæÔï»úÖśÒȘÓÉÁąÖùĄąșæÍČĄąÖáłĐŒ°ĂÜ·âŒțĄąÊèËźÆśĄąœűÆûșÍĆĆËźčÜĄąÀ©·ùÆśșÍŽ«¶ŻŚ°ÖĂ”ÈŚéłÉĄŁ
șæÍČșæÔï»úÊčÓĂŐôÆûŒÓÈÈŁŹŐôÆûÓÉŐôÆûŚÜčÜÍšÈëșæÔï»ú”ÄżŐĐÄÁąÖù(»òČÛÊœŸŰĐÎÁąÖùĆԱߔÄŐôÆûčÜ)ŁŹ·Ö±đÒęÈëžśÖ»șæÍČÄÚĄŁĂżžùœűÆû¶Ë”ÄÁąÖù(»òœűÆûčÜ)ÉÏŸùŚ°ÓĐ”śœÚ·§Ąą°ČÈ«·§șÍŃčÁŠ±ížśÒ»Ö»ŁŹ”±”„λĂæ»ęÉÏŐôÆûŃčÁŠłŹčęč涚ŃčÁŠÊ±ŁŹ°ČÈ«·§±ă»áŚÔ¶ŻżȘÆôŁŹ·ĆłöłŹŃč”ÄŐôÆûĄŁœűÈëșæÍČÄÚ”ÄŐôÆûŁŹœ«ÈÈÁżŽ«”ĘžűșæÍČŁŹÔÙÓÉșæÍȱíĂ掫”ĘžűΧÈÆÓÚșæÍȱíĂæ”ÄșŹËźÖŻÎïșóŁŹŐôÆûÓÉÓÚÉąÊ§ÁËÈÈÁż¶űÀäÄęłÉËźŁŹÀäÄęËźÓÉĆĆËź¶·»òșçÎüčÜĆĆłöșæÍČŁŹœűÈëĆĆËź¶Ë”ÄÁąÖù(»òłöËźčÜ)ŁŹŸÊèËźÆś¶űĆĆłö»úÍ⥣ÓÉÓÚÊèËźÆś”ÄŚśÓĂŁŹ·ÀÖčÁËËźșÍÆûÍŹÊ±ĆĆłöĄŁ
șæÍČșæÔï»ú”ÄÖśÒȘČż·ÖÊÇșæÍČĄąșæÍČÖáłĐŒ°ÊèËźÆśÈęžöČż·ÖĄŁ
1ŁźșæÍČ
șæÍČÊÇșæÍČșæÔï»ú”ÄÖśÒȘČżŒțÖźÒ»ŁŹÖ±Ÿ¶ÍłÒ»ÎȘ570mmŁŹč€Śś·ù¶ÈżÉÎȘ1100mmĄą1200mmĄą1600mm”ÈŒžÖÖĄŁÖŻÎïÔÚșæÍČÉÏ”ÄΧÈÆ°üœÇÎȘ250ĄăĄ«276ĄăĄŁÔÚÓĄ»š»úÉÏ”çÊčÓĂŽóșæÍČŁŹÆäÖ±Ÿ¶ÎȘ1500mmĄą2134mm»ò2438mmĄŁ°ŽŒòÌć”ÄČÄÁÏȻ͏ŁŹșæÍȿɷÖÎȘŚÏÍșæÍČșÍČ»ĐâžÖșæÍČÁœŽóÀàŁș°ŽĆĆłęÀäÄęËźŚ°ÖĂ”ÄœáččȻ͏ŁŹșæÍČÓֿɷÖÎȘËź¶·ÊœșÍșçÎüÊœșæÍČÁœÀàĄŁ
(1)Ëź¶·ÊœŚÏÍșæÍČÈçÍŒ5-5ËùÊŸŁșŒòÌćÓĂ2Ą«3mm”ÄŚÏÍ°ćŸíłÉŁŹÁœ¶ËÓĂșìÌŚčż°ŃĂÆ

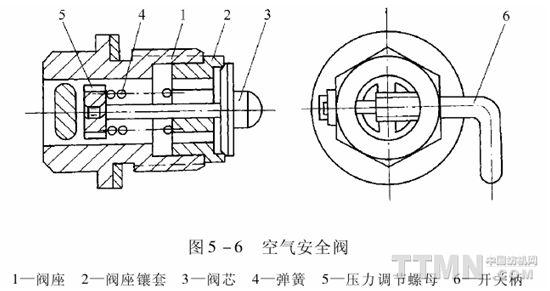
Í·șÍŒòÌćœôĂÜÁŹœÓÔÚÒ»ÆđŁŹÔÙÓĂÂʶ€°Ń·šÀŒżŐĐÄÖáč̶šÔÚĂÆÍ·żÚÉÏĄŁșæÍȔķǎ«¶Ż¶ËĂÆÍ·ÉÏŚ°ÓĐżŐÆű°ČÈ«·§(ÍŒ5ĄȘ6)ŁŹ·ÀÖčșæÍČÄÚČúÉúžșŃč(ÈçżȘÀäł”»òÍŁł”ʱ)œ«ŒòÌćŃč»”(ËŚłÆĄ°Îü±ńĄ±)ĄŁ
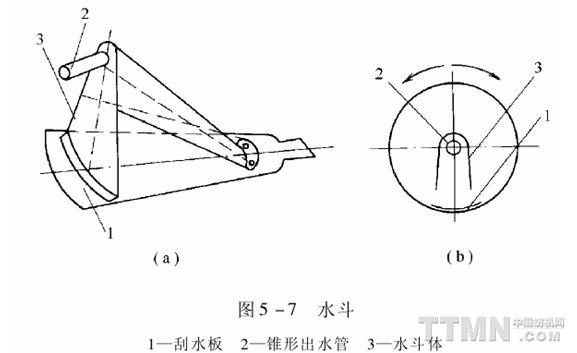
Ëź¶·œáččÈçÍŒ5ĄȘ7(a)ŁŹÆä而śÔÀíÈçÍŒ5ĄȘ7(b)ĄŁËź¶·ÓĂ2Ą«3mmŚÏÍ°ćșžœÓÖÆłÉŁŹÓĂÓÚĆĆłęșæÍČÄÚ”ÄÀäÄęËźĄŁčÎËź°ćșžœÓÔÚŒòÌć”ÄÄÚ±ÚÉÏŁŹÓëËź¶·ÌćÁŹœÓ”ÄŚ¶ĐÎłöËźÆśČćÈë·šÀŒżŐĐÄÖá(ÍŒ5ĄȘ5)”ÄÖĐĐÄżŚĄŁÔÚșæÍČŚȘËٜϔ͔ÄÇéżöÏÂŁŹÀäÄęËźÒòŚÔÉíÖŰÁż¶űŒŻÖĐÔÚșæÍČ”ÄÏÂČżĄŁ”±Ëź¶·ËæșæÍȻیȘÖÁÏÂČżÓöËźÊ±ŁŹËź±»čÎËź°ćčÎÈëËź¶·ÄÚŁș”±Ëź¶·ËæșæÍČŒÌĐű»ŰŚȘÖÁÉÏČżÊ±ŁŹËźÓÖÒòŚÔÉíÖŰÁŠ”ÄŚśÓĂŁŹŸŚ¶ĐÎłöËźčÜĆĆłöÍČÍ⥣ÏÔÈ»ŁŹŐâÖÖËź¶·ÊœĆĆËźŚ°ÖĂÄÍžŻÊŽŁŹ”«Ö»ÊÊÓĂÓÚŚȘËٜϔ͔ÄșæÍČșæÔï»úĄŁ
șæÍČÄÚ°ČŚ°ÓĐłĆčż(ÍŒ5ĄȘ5)ĄŁłĆčżÊÇÓÉHTl5ĄȘ33ÖęÌúÖÆłÉ”Ä”ŻĐÔÈŠĄŁÆäÔČÖÜÉÏÓĐÒ»Ö»żȘżÚ”ŻĐÔœÓÍ·ŁŹżÉÓĂÂʶ€ÊÊ”±”Ű”śœÚłĆčż”ÄÖ±Ÿ¶ŽóĐĄĄŁÍâÈŠŸùÔÈ·ÖČŒÓĐ7žö°ŒżÚŁŹÒÔ±ăÀäÄęËźÔÚșæÍČÄÚÁśÍšĄŁŒÓŚ°łĆ迣ŹÊÇÎȘÁËÌážßŒòÌć”ÄżčŃčÇż¶ÈŁŹ±ŁÖ€șæÍČÍâÔČ”ÄÔČŐû¶ÈĄŁÒ»°ășæÍČÖ»°ČŚ°Ò»Ö»łĆ迣Ź¶ÔÓÚżí·ùșæÍČ(1600mm»ò1600mmÒÔÉÏ”ÄșæÍČ)żÉ°ČŚ°ÁœÖ»»òÁœÖ»ÒÔÉÏ”ÄłĆ迥Ł
(2)șçÎüÊœŚÏÍșæÍČŁșÆäœáččÈçÍŒ5-8ËùÊŸĄŁËüÓëËź¶·ÊœŚÏÍșæÍČ”ÄÖśÒȘČî±đÔÚÓÚĆĆËź·œ

Êœ”ÄȻ͏ĄŁËź¶·ÊœșæÍČÊÇÒÀżżÀäÄęËź”ÄŚÔÖŰĆĆËźŁŹ¶űșçÎüÊœșæÍČÔòÊÇÀûÓĂșçÎüŚśÓĂĆĆËźĄŁșçÎüčÜÊÇÒ»žùÒ»¶ËÍäÇú”Ä»ÆÍčÜĄŁżȘł”ʱŁŹșæÍČÄÚŽæ»ę”ÄÀäÄęËźÓÉŐôÆûŃčÈëșçÎüčÜŁŹËæșóŁŹÒÀżżșçÎüŚśÓĂșÍŐôÆûŃčÁŠŁŹŸÍżÉČ»¶Ï°ŃÀäÄęËźĆĆłöșæÍČÍ⥣ÏÔÈ»ŁŹșçÎüčÜÍäÇú¶ËÓëșæÍČÄڱڔČäÏ¶ÔœĐĄŁŹÔËŚȘÖĐÍČÄÚČĐÁô”ÄÀäÄęËź”çŸÍÔœÉÙŁŹșæÔïЧÂÊ”çŸÍÔœžßĄŁ”«ÊÇŁŹÓÉÓÚșçÎüčÜÁíÒ»¶Ëč̶šÔÚœűÆűžá¶ËŁŹĐÎłÉœÏł€”ÄĐü±ÛŁŹžŐĐÔœÏČÎȘÁË·ÀÖčČÁÉËÍȱڣŹÆäÍäÇú¶ËÓëșæÍČÄÚ±ÚÓŠ±ŁłÖÒ»¶šŒä϶ŁŹșçÎüčÜÓëșæÍČÄڱڔğàÀëÒ»°ăÓŠżŰÖÆÔÚ5Ą«8mmĄŁ
ÍŒ5ĄȘ9ÊÇșçÎüÊœČ»ĐâžÖșæÍČ”ÄœáččÍŒĄŁËü”ÄÌŰ”ăÊÇÇáÇÉŁŹŽ«¶ŻčŠÂÊĐĄŁŹÄÍžŻÊŽŁŹÄÜłĐ

ÊܜώóŃčÁŠŁŹÒŚÓÚÇćœàĄŁ”«ÊÇŁŹÓÉÓÚČ»ĐâžÖ”Ä”ŒÈÈÏ”Êę±ÈŚÏÍĐĄŁŹÒòŽËŁŹșæÔïЧÂÊœÏ”ÍĄŁÔÚÏàÍŹ”ÄșæÔïÌőŒțÏÂŁŹČ»ĐâžÖșæÍČÓŠ±ÈŚÏÍșæÍȔij”ËÙœ””Í10Ł„ŚóÓÒŁŹÒÔ±ŁÖ€șæÔïЧčûĄŁ
2ŁźșæÍČÖáłĐŒ°ĂÜžîČżŒț
șæÍČÖáłĐ”ÄŚśÓĂłęÖ§łĐșæÍČÍ⣏»čĐë¶ÔÒęÈëșæÍČÄÚ”ÄŐôÆû»òĆĆłöșæÍČÍâ”ÄÀäÄęËźÆđ”œĂܷ⌜ÓĂĄŁÄżÇ°čă·șČÉÓĂ”ÄÓĐÌîÁÏĂÜžîĐÍĄąÆœĂæĂÜžîĐÍșÍÇòĂæĂÜžîĐÍ”ÈÈęÖÖĐÎÊœĄŁ
(1)ÌîÁÏĂÜ·âĐÍșæÍČÖáłĐŁșÈçÍŒ5ĄȘ10ËùÊŸĄŁŐôÆûŸÖáłĐŚù”ÄœűÆûżŚŁŹÖ±œÓœűÈëșæÍČÖá

Í·ÄÚżŚĄŁ”śœÚŃčœôÂʶ€ŁŹÍščęŃčžáŃčœôÂĘĐęĐÎÊŻĂȚÏđœșÌîÁÏŁŹĐÎłÉŸ¶ÏòÊŐËőŁŹŸźÓëÖáÍ·ĐγɌȘ¶Ż”ÄÔČÖùĐÎĂܞŐâÖÖĂÜžî¶ÔșæÍČÖáÍ·”ĻیȘŚèÁŠœÏŽóŁŹÒŚÄ„ËđŁŹÔöŒÓÁËŽ«¶ŻčŠÂÊ”ÄÏûșÄĄŁ”«ÓÉÓÚËüœáččŒò”„ŁŹŒÓ耥ą±ŁŃűŒ°ÎŹĐȚ¶Œ±ÈœÏ·œ±ăŁŹ°ČŚ°ÒȘÇó”çČ»žßŁŹÒòŽËŁŹËäÈ»±ÈœÏłÂŸÉŁŹÄżÇ°ÈÔÔÚÊčÓĂĄŁ
(2)ÆœĂæĂÜžîĐÍșæÍČÖáłĐŁșÍŒ5ĄȘ11ËùÊŸÎȘČÉÓĂčÌÌćÈó»ŹČÄÁϔĶËĂæĂܞÆäÖśÒȘÌŰ”ă
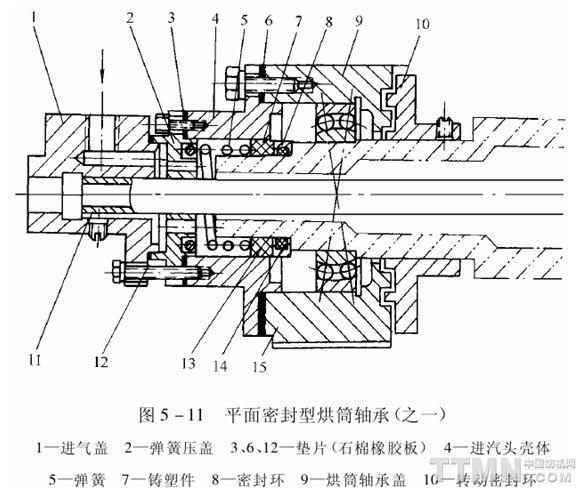
ÊÇœ«șæÍČÖáÍ·”ÄÖ§łĐÓÉÇ°Ăæ”Ä»Ź¶ŻÖáłĐžÄÎȘčö¶ŻÖáłĐŁŹŒőĐĄÁËÄŠČÁŁŹÌážßÁËŽ«¶ŻĐ§ÂÊĄŁŚȘ¶ŻĂÜ·âČÉÓĂËÜÁÏÊŻÄ«ŃčÖęŒț”ĶËĂæĂÜžîĐÎÊœĄŁČÉÓĂșçÎüčÜĆĆłęÀäÄęËźĄŁ
ŐôÆûŽÓŐôÆûžáŸ”Ż»ÉŃčžáœűÈëșæÍČÖáÍ·ÄÚżŚĄŁŚȘ¶ŻĂÜžîÖśÒȘÊÇÔÚËÜÁÏÊŻÄ«ŃčÖęŒțÓëĂÜ·â»·Áœ¶ËĂæÖźŒäĐγɣŹÓĂ”Ż»É°ŃËüĂÇŃčœôĂܞÔČĐÎÏđœșĂÜžîÈŠÊčÖęËÜŒțÓëœűÆûÍ·żÇÌćĂܞȹÊčËüČ»ËæÖáÍ·ŚȘ¶ŻŁșÁíÒ»ÔČÖùĐÎĂÜžîÈŠÔòÊčĂÜžî»·ÓëÖáÍ·Ăܷ⣏ŸźÊčËüËæÖáÍ·ŚȘ¶ŻĄŁŚȘ¶ŻĂÜžî»·ÔòÊÇÓĂÓÚ·ÀÖččö¶ŻÖáłĐ”ÄÈó»ŹÓÍÖŹÒ穔ĥŁ
ÍŒ5ĄȘ12ËùÊŸÎȘÁíÒ»ÖÖœáčč”ÄÆœĂæĂÜžîĐÍșæÍČÖáłĐĄŁËü”ÄĂÜ·âÖśÒȘÊÇÒÀżż”Ż»ÉșÍŃčÈŠŁŹ

ŃčœôÆœĂæĂÜžî»·ŁŹÊčËüœôÌùÖáÍ·¶ËĂæ¶űĐÎłÉĂܞ»·ĐÎĂÜžîÈŠ”ÄŚśÓĂÊÇ·ÀÖčŐôÆûŽÓŐôÆû”ŒčÜ”ÄÍâÔČ©łöĄŁŐâÖÖÆœĂæĂÜžîœáčč”ÄĂÜ·âĐÔÄÜœÏșĂŁŹÊčÓĂÊÙĂüł€ŁŹŚȘ¶ŻčŠÂÊÏûșÄÉÙŁŹșæÍČŸ±Č»ÒŚ±»Ä„ËđĄŁÄżÇ°Ëź¶·ÊœșæÍČÆŐ±éČÉÓĂŐâÖÖĂÜžîĐÎÊœĄŁ
(3)ÇòĂæĂÜžîĐÍșæÍČÖáłĐŁșÈçÍŒ5ĄȘ13ËùÊŸŁŹ°ČŚ°ÔÚșæÍČčö¶ŻÖáłĐ”ÄÍâČżŁŹĂÜ·âčÜÓëșæ

ÍČÖáÍ·ÓÉÂĘÎÆœôĂÜÁŹœÓĄŁŐôÆûŽÓœűÆûžáŸĂÜ·âčÜœűÈëșæÍČÖáÍ·ÄÚżŚ¶űÈëșæÍČŁŹÆäŚȘ¶ŻĂÜžîÊÇÓÉč̶šÇòĂæĂÜžî»·ÓëĂÜžî»·ĄąĂÜ·âčÜÖźŒä”ÄÇòĂæÄŠČÁÀŽÊ”Ï֔ĥŁ”Ż»ÉŃčœôÁœÄŠČÁÇòĂæ¶űȻ֩ÆûĄŁÀäÄęËźÓÉșçÎüčÜŸłöËźÍäÍ·ĆĆłöĄŁ
3ŁźÊèËźÆś
ÊèËźÆśËŚłÆ»ŰÆûêŽŁŹÓÖœĐŚèÆûĆĆËź·§ĄŁÆäÓĂÍŸÊÇÔÚĆĆłęÀäÄęËź”ÄÍŹÊ±ŁŹ·ÀÖčŐôÆûĐčłöŁŹŒőÉÙÈÈÁżËđʧŁŹÌážßŽ«ÈÈЧÂÊĄŁÊèËźÆś”ÄÖÖÀàșÜ¶àĄŁłŁÓĂ”ÄÓĐžĄÍČÊœÊèËźÆśĄąÖÓĐΞĄŚÓÊœÊèËźÆśșÍÆ«ĐÄÈȶŻÁŠÊœÊèËźÆś”ÈÈęÖÖĄŁ
(1)而śÔÀíŁș
ąÙžĄÍČÊœÊèËźÆśč€ŚśÔÀíŁșžĄÍČÊœÊèËźÆś”ÄœáččÈçÍŒ5ĄȘ14ËùÊŸĄŁÍŒ5ĄȘ15ÊÇËü”Ä而ś

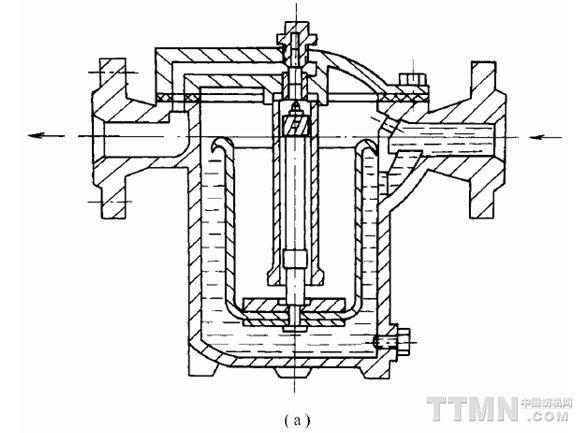

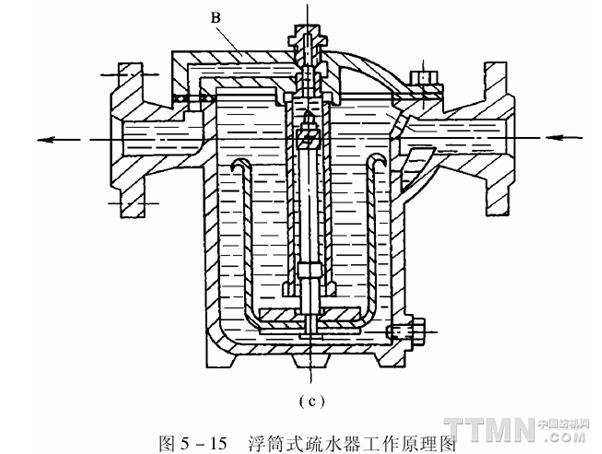
ÔÀíÍŒĄŁ”±ÀäÄęËźșÍČż·ÖŐôÆûœűÈëÊèËźÆśÊ±ŁŹÓÉÓÚËź”ÄžĄÁŠÊ螥ÍČÉÏÉ꣏œŰÖč·§č۱գŹŚèÖčËźŐôÆűĐč©ŁŹŒûÍŒ5ĄȘ15(a)ĄŁËæŚĆÀäÄęËź”ÄČ»¶ÏÁśÈ룏˟λÖđœ„ÉęžßŁŹ”±ÒșĂæÉÏÉę”œÒ»¶šžß¶ÈʱŁŹŒŽÒçÈ랥ÍČŁŹŒûÍŒ5ĄȘ15(b)ĄŁ”±žĄÍČÖĐÀäÄęËź”ÄÖŰÁżłŹčꞥÍČËùÊܔĞĄÁŠÊ±ŁŹÊ螥ÍČÏÂłÁŁŹŽòżȘœŰÖč·§ŁŹžĄÍČÖĐ”ÄÀäÄęËźÔÚŐôÆûŃčÁŠÏÂŸÌŚčÜĄąœŰÖč·§șÍ”śœÚ·§ĆĆłöŁŹŒûÍŒ5ĄȘ15(c)ĄŁ”±ĆĆłöÒ»¶šÁżÀäÄęËźșóŁŹžĄÁŠÓÖÊ螥ÍČÖŰĐÂÉÏÉę¶űčŰ±ŐœŰÖč·§ŁŹÀäÄę˟Ȼ¶Ï”ŰÁśÈ룏ÓÖœűĐДڶțŽÎŃ»·ĄŁÓÉÓÚžĄÍČÄÚŸłŁ±ŁłÖÓĐÒ»¶š”ÄÀäÄęËźŁŹÇÒ˟λžßÓÚÌŚčÜ϶ˣŹĐÎłÉËźžîŁŹŐôÆûÎȚ·šÍâĐ襣”śœÚ·§ÓĂÀŽ”śœÚĆĆËźÊ±”ÄËźÁśËÙ¶ÈŁŹÊ螥ÍČ»șÂęÉÏÉ꣏±ÜĂâČúÉúÇżÁÒ˧»śĄŁ
ÓĐ”ÄÊèËźÆśÔÚ”śœÚ·§ŃôœüŚ°ÓĐֱ͚·§ŁŹč©żȘł”ʱĐč·ĆżŐÆűșÍĆĆłö»ęŸÛ”ÄÀäÄęËźĄŁBŽŠŚ°ÓĐčÛČì·§ŁŹÓĂÀŽŒìČéÊèËźÆś”Ä而śÇéżöĄŁ”±ĐężȘžĂ·§Ê±ŁŹÄÜŒäĐȘĆçłöÀäÄęËźŁŹÔò而śŐ곣ŁșÈçÓĐŽóÁżŐôÆûÁŹĐűĆçĐ裏Ôò而śŚŽżöČ»ŒŃŁŹÓŠŒ°Ê±”śŐû»òĐȚÀíĄŁ
ŐâÖÖÊèËźÆśœáččżÉżżŁŹŒžșőĂ»ÓĐŐôÆûĐč©ŁŹÇÒČ»ĐèŒÓË«ÂËÆśĄŁ”«Ìć»ęŽóÇÒ±żÖŰŁŹÊôŒäĐȘÊœĆĆËźĄŁ
ąÚÖÓĐΞĄÓÚÊœÊèËźÆśč€ŚśÔÀíŁșÍŒ5ĄȘ16ËùÊŸÎȘÖÓĐΞĄŚÓÊœÊèËźÆśŁŹËüÓÉżÇÌ楹ÉÏžÇĄą

·§ĂĆĄąœđÊôË«”Ż»ÉÆŹĄą”őÍ°(ŒŽÖÓĐΞĄŚÓ)Œ°ÁŹžË”ÈŚéłÉĄŁŐâÖÖÊèËźÆśÊÇÀûÓĂœđÊô”Ż»ÉÆŹÊÜÈÈÍäÇú”ÄÌŰĐÔÀŽŚèÆûĆĆËź”ÄĄŁ
”±Čż·ÖŐôÆûșÍÀäÄę˟͚čęÊèËźÆś”ŚČż”ÄÂËÍűœűÈëÊèËźÆśÊ±ŁŹÒòŐôÆûŃčÁŠÊč”őÍ°žĄÆđŁŹÍščęÁŹžËŁŹŽű¶Ż·§°êœ«·§Śùč۱գŹŚèÖčŐôÆûĐč©ĄŁÍŹÊ±ŁŹÓÉÓÚ”őÍ°ÄÚζÈÉęžßŁŹ”Ż»ÉÆŹÊÜÈÈÉìł€ŁŹ”Ż»ÉÆŹ¶ËČż”ĞǰєőÍ°ÉÏ”ÄĆĆËźżŚč۱գŹÊčÍ°ÄÚŃčÁŠÔöŽóŁŹÄÚÍâłöÏÖ˟λČŒûÍŒ5ĄȘ1


17(a)ĄŁËæŚĆÀäÄę˟Ȼ¶ÏÁśÈ룏ȿ·ÖŐôÆûÀäÄ꣏ͰÄÚÆûŃčÏÂœ”ŁŹËźÎ»ÉÏÉ꣏ŒûÍŒ5ĄȘ17(b)ĄŁ”±ËźÎ»Žï”œÒ»¶šÎ»ÖĂʱŁŹœđÊô”Ż»ÉÆŹÓÉÓÚÀäÈŽ¶űÊŐËőŁŹĆĆËźżŚ·§žáŽòżȘŁŹÀäÄęËźŽóÁżœűÈëÍ°ÄÚŁŹ”őÍ°ÓÉÓÚŚÔÉíÖŰÁż¶űÏÂłÁŁŹÍščęÁŹžËŁŹœ«·§°êŽòżȘŁŹĆĆłöÀäÄęËźŁŹŒûÍŒ5ĄȘ17(c)ĄŁÀäÄęËź±»ĆĆ·Ć”œÒ»¶šÁżÊ±ŁŹŐôÆûœűÈë”őÍ°ŁŹÎ¶ÈÉęžßŁŹ”Ż»ÉÆŹÊÜÈÈÉìł€œ«·§žáč۱գŹ”őÍ°žĄÆđč۱շ§°êŁŹŐâŃùÓÖœűĐДڶțŽÎŃ»·ĄŁ
ŐâÖÖÊèËźÆśÆ𶯿ɿżŁŹÄÜÁŹĐűĆƳ걄șÍËźșͷDZ„șÍËźŁŹ¶ŻŚśĐÔÄÜșĂŁŹœáččŒò”„ŁŹÌć»ę
ĐĄĄŁ”«ÊÇŁŹÒȘŒÓǿΏĐȚ±ŁŃűĄŁ
ąÛÆ«ĐÄÈȶŻÁŠÊœÊèËźÆśč€ŚśÔÀíŁșÍŒ5ĄȘ18ËùÊŸÎȘÆ«ĐÄÈȶŻÁŠÊœÊèËźÆśĄŁËüÖśÒȘÓÉżÇ
Ì楹ÉÏžÇĄą·§ÆŹĄą·§ŚùÂËÍű”ÈččłÉŁŹÀûÓĂÈȶŻÁŠŃ§ÔÀíÀŽŚèÆûĆĆËźĄŁ

”±ÀäÄęËźÓÉœűżÚŽŠŸÂËÍűÁśÈëAżŚŁŹ”œ·§ÆŹÏ·œÊ±ŁŹÓÉÓÚ±äŃčÊÒDĄą»·ĐÎČÛBșÍłöżÚčÜ”ÀcÖĐ”ÄŐôÆûŁŹÒòζÈÏÂœ”¶űÀäÄęÊčŃčÁŠœ””ÍĄŁÔÚŐôÆûŃčÁŠ”ÄŚśÓĂÏÂŁŹÀäÄęËź¶„żȘ·§ÆŹŁŹŸ»·ĐÎČÛBŁŹŽÓCżŚĆĆłöŁŹŒûÍŒ5ĄȘ19(a)ĄŁ

”±ŐôÆûœűÈëÊèËźÆś”ÄËČŒäŁŹÒòłöżÚżŚc±ÈÈëżÚżŚAĐĄŁŹŐôÆûÓöŚèŁŹŒŽŃŰ·§ÆŹ”ıßÔ”œűÈë±äŃčÊÒDŁŹÈçÍŒ5ĄȘ19(b)ËùÊŸĄŁÓÉÓÚŐôÆûČ»¶ÏÁśÈë±äŃčÊÒDŁŹÊčÊÒÄÚŃčÁŠÔöŽóĄŁÍŹÊ±ŁŹŐôÆûŃŰ»·ĐÎČÛžßËÙÁśÏòżŚcʱŁŹžùŸĘÈȶŻÁŠŃ§ÔÀíŁŹœ«łöÏÖÒ»žöœÏÖÜΧÎȘžșŃč”ÄÇűÓòŁŹ”ŒÖ·§ÆŹÏ·œ”ÄŃčÁŠœ«ĐĄÓÚÉÏ·œ”ÄŃčÁŠĄŁÔÙŒÓÉÏ·§ÆŹŚÔÉí”ÄÖŰÁżŁŹ·§ÆŹœ«ŃžËÙÏÂÂ䣏č۱ŐÍš”ÀŁŹŚèÖčÁËŐôÆû”ÄŒÌĐűĐčłöŁŹÈçÍŒ5ĄȘ19(c)ËùÊŸĄŁÓÉÓÚÊèËźÆś”ÄÉąÈÈŁŹ±äŃčÊÒ”ÄŐôÆûÀäÄęșóŁŹÊč±äŃčÊÒ”ÄŃčÁŠœ””ÍĄŁ”±ÀäÄęËźÔÙŽÎÁśÈëÊèËźÆśÊ±ŁŹŒŽÔÙœűĐĐÉÏÊö”ÄŃ»·ĄŁ
ŐâÖÖÊèËźÆś”ÄĐÔÄܱȜÏșĂŁŹÊèËźÁżŽóŁŹœáččŒò”„ŁŹÌć»ęĐĄŁŹÊčÓĂÊÙĂüł€ŁŹÎŹĐȚ”ç±ÈœÏ
·œ±ăĄŁ
(2)ÊèËźÆś”ÄŃĄÔńŁșÊèËźÆś”ÄŃĄÔńŁŹÖśÒȘŽÓ而śÎÂ¶ÈĄąč€ŚśŃčÁŠÒÔŒ°ĆĆËźÁż”È·œĂæżŒÂÇĄŁÒ»°ăÊèËźÆśËùÔÊĐí”ÄŚîžßœéÖÊζÈÎȘ250ĄăCŁŹŚîŽó而śŃčÁŠÎȘ980kPaŁŹŸùÔ¶žßÓÚșæÍČŒÓÈÈÏ”Íł”ÄŐôÆûζÈșÍŃčÁŠĄŁÒòŽËŁŹÖśÒȘÊÇżŒÂÇĆĆËźÁżŽóĐĄĄŁÒ»°ășæÍČșæÔï»úșæžÉ1kgËź·ÖŁŹÒȘÏûșÄ1.5kgŐôÆûŁŹÏàÓŠČúÉú1.5kg”ÄÀäÄęËźĄŁÒòŽËŁŹžùŸĘŚîžßł”ËÙŒ°±»șæÔï”ÄŚîÊȘĄąŚîșń”ÄÖŻÎïÖĐ”ÄșŹËźÂÊŁŹżÉËăłöĂżĐĄÊ±ŽÓșæÍČÖĐĆĆłę”ÄÀäÄęËźŁŹÔÙœ«ŐâžöÊęÖ”łËÒÔĐȚŐęÏ”ÊęK(ĄÖ3)ŁŹŒŽÎȘŃĄÔńĆĆËźÁż”ÄÒÀŸĘĄŁ
(3)ÊèËźÆś”Ä°ČŚ°ŁșÈçÍŒ5-20ËùÊŸŁŹÖ±·Ć·§(ÓÖłÆĆÔÍščÜ)”ÄŚśÓĂÊÇÔÚżȘł”Ç°ÀäÄęËźœÏ¶à
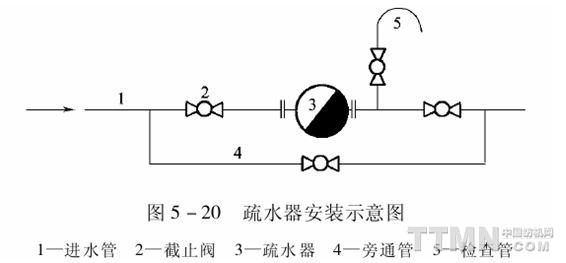
»òÊèËźÆśÄÚ»ęËźœÏ¶àʱÓĂÀŽŒÓËÙĆĆ·ĆÀäÄęËźĄŁÓĐʱÊèËźÆśÄÚÓĐÔÓÎïÓ°ÏìĆĆËźŁŹżÉÊčÓĂÖ±·Ć·§Ö±œÓĆĆËźĄŁŒìČéčܔČśÓĂÊÇżÉËæʱŽòżȘœŰÖč·§ŒìČéÊèËźÆś”ÄĆĆËźÇéżöĄŁ
(4)ÊèËźÆś°ČŚ°Ê±”ÄŚąÒâÊÂÏîŁș
ąÙŸĄÁżżżœüŸź”ÍÓÚĆĆłöÀäÄęËź”ÄșæÍČŁŹĆĆËźčÜ”ÀÓŠÓĐÒ»¶šÖÆ¶ÈŁŹÒÔÀûÓÚÀäÄęËźĆĆłöĄŁ
ąÚÔÚÊèËźÆśĆÔČàÓŠŚ°ĆÔÍščÜșÍֱ͚·§ŁŹÒÔ±ăÔÚ±ŰÒȘ»òżȘł”ʱĆĆłęŽóÁżÀäÄęËźșÍÎÛÎïĄŁĆÔÍščÜČ»żÉŚ°ÔÚÊèËźÆśÏ·œĄŁ
ąÚÊèËźÆśČ»ÄÜŽźÁȘ°ČŚ°ŁŹ±ŰÒȘʱżÉČąÁȘ°ČŚ°ĄŁ
(5)ÊèËźÆś”ÄÎŹĐȚ±ŁŃűŁș
ąÙ¶šÆÚŒìČé·§ŚùÓ분Ő륹·§ÆŹĄą·§°êŒä”ÄĂÜžîĐÔŁŹÈôÓĐ©ÆûŁŹÓŠÁąŒŽĐȚÀí»ò”ś»»ĄŁ
ąÚ¶šÆÚ”ś»»ÊèËźÆśŁŹČđżȘÈ«ĂæŒìĐȚŸźĐŁŃ饣
ąÚ¶šÆÚÇćłęÊèËźÆś(°üÀšÂËÍű)ÄÚ”ÄÔÓÎïĄŁ
ąÜÈçÔÚ¶ŹŒŸł€ÆÚÍŁł”ŁŹÓŠŚöșĂ·À¶łč€ŚśĄŁ
ÈꥹșæÍČșæÔï»ú”ÄÊčÓĂÓëÎŹ»€
șæÍČșæÔï»ú”ÄЧÂÊÍšłŁÊÇÒÔ”„λʱŒäÄÚĂżÆœ·œĂŚÓĐЧșæÔïĂæ»ęÉÏËùÄÜÆû»ŻÖŻÎïÄÚËź·Ö”ÄÖÊÁżÀŽșâÁż”ÄŁŹÒ»°ăÎȘ11kgŁŻ(m2•h)ĄŁËüÖśÒȘÈĄŸöÓÚșæÍȔıíĂæÎÂ¶ÈĄąÓĐЧșæÔïĂæ»ęĄął”ËÙĄą±»șæÔïÖŻÎï”ÄŚŽżöÒÔŒ°ĆĆłęÖŻÎïÉÏŐô·ąËź·Ö”ÄÇéżö”ÈÒòËŰĄŁÒòŽËŁŹÎȘÁËÌážßșæÔïЧÂÊŁŹżÉÒÔČÉÈĄÈçÏÂŽëÊ©Łș
(1)ÊÊ”±ÔöŽóœűÆûŃčÁŠŁŹżÉÒÔÌážßșæÍČ”ÄÎÂ¶ÈŁŹŽÓ¶űŒÓżìÖŻÎï±íĂæÈÈœ»»»ËÙ¶ÈșÍÄÚČżÈÈŽ«”ĘËÙ¶ÈĄŁ”«ÊÇŁŹșæÍȱíĂæζÈčęžßŁŹ¶Ô±»șæÖŻÎï”ÄÊ֞лáČúÉúČ»ÁŒÓ°ÏìŁŹ¶űÇÒŁŹÔöŒÓÁ˶ÔșæÍČÇż¶È”ÄÒȘÇóĄŁ
ÒòŽËŁŹŚÏÍșæÍČÒ»°ăżŰÖÆÔÚ120ĄăCŚóÓÒŁŹœűÆûŃčÁŠżŰÖÆÔÚ98Ą«147kPaĄŁÈôÊÇĐÂŚÏÍșæÍČŁŹșæÍȱíĂæÇż¶ÈÔÊĐíŁŹœűÆûŃčÁŠżÉŽï196kPaĄŁ
(2)ŃžËÙ¶űÓĐЧ”ŰĆĆłęșæÍČÖĐ”ÄÀäÄęËźĄŁÒòËź”Ä”ŒÈÈÏ”ÊęșÜĐĄŁŹŃžËÙ°ŃËüĆĆłöșæÍČŁŹżÉŒőÉÙÍČÄÚËźČășń¶ÈŁŹÓĐÀûÓÚŽ«ÈÈĄŁÒòŽËŁŹŃĄÓĂșÏÊÊ”ÄÊèËźÆśÊÇșÜÖŰÒȘ”ÄĄŁ¶ÔșçÎüÊœșæÍČŁŹżÉÔÚĂżÖ»șæÍČÏÂŚ°Éè¶ÀÁąŚšÓĂ”ÄÈȶŻÁŠÊœÊèËźÆśŁŹÓĐÀûÓÚžßËÙŚȘ¶ŻÏÂŽ«ÈÈЧÂÊ”ÄÌážßĄŁ
(3)Ïò±»șæÖŻÎïÆû»Ż±íĂ掔·çĄŁËź·ÖŽÓ±»șæÖŻÎïŚÔÓɱíĂæÆû»ŻÊ±ŁŹÔÚÖŻÎï±íĂæĐγɎôÖÍ”ÄËźÆûČ㣏ȻÀûÓÚÖŻÎïÄÚËź·ÖŒÌĐűÏòŚÔÓɱíĂæÀ©ÉąĄŁÏòŐâžöÇűÓòŽ”·çŁŹżÉŒő±ĄșÍÆÆ»”ŐâÒ»ËźÆûČ㣏ÔöŒÓŽűŚßÖŻÎï±íĂæŐô·ąËź·Ö”Ä·ÖŃčÁŠÌĘ¶ÈŁŹŒÓËÙÆû»ŻËÙÂÊĄŁÓąčúMather&Plattč«ËŸÖÆÔì”ÄVaporlocžÉÏŽ»ú”ÄșæÍČÉÏŸÍ°ČŚ°ÓĐŐâÖÖŽ”·çŚ°ÖĂĄŁÔÚșæÍČÒ»Čà°ČŚ°·ç”ÀŁŹČążȘÓĐÒ»żí¶È”ÄÔČ»ĄĐÎÏÁ·ì·çżÚŁŹŒÓżìÁËÆû»ŻËÙÂÊŁŹÌážßÁËșæÔïЧÂÊĄŁ
ÔÚșæÔï»ú”ÄœűÆûčÜ·ÉÏŁŹË䌰ÓĐ°ČÈ«·§șÍŒőŃč·§ŁŹșæÍČĂÆÍ·ÉÏ»čŚ°ÓĐżŐÆű°ČÈ«·§ŁŹ”«ÊÇÓÉÓÚșæÍČÊÇÊÜŃ豥±ÚÈĘÆśŁŹÒòŽËŁŹÊčÓĂʱӊŃÏžńŚńÊŰČÙŚśčæłÌŁŹŒÓÇżčÜÀíĄŁžŐżȘÀäł”Ê±ŁŹÒȘÏÈżȘżŐł”ŁŹČążȘÆôÊèËźÆśÖ±Íš·§șÍĆÔÍščÜœŰÖč·§ĄąÁąÖù϶ËĆĆËź·§șÍÉ϶ËĆĆÆû·§ŁŹÒÔŒ°ÏÂČżŒžÖ»șæÍȔĿŐÆű°ČÈ«·§ŁŹŽęŐôÆûŽÓżȘÆô”ÄżŐÆű°ČÈ«·§ĆçłöșóŁŹÔÙč۱ŐÉÏÊöžśĆĆËźĄąĆĆÆû·§ŁŹ°Žč涚ĐèÒȘ”ÄœűÆûŃčÁŠÖđœ„żȘŽóŐôÆû·§ŒÓÈÈÍČĂæŁŹ”ŒČŒÔËĐĐĄŁ·ńÔòŁŹÒò»ęŽæ”ÄÀäËźșÍÀäżŐÆű»čÎŽłä·ÖĆƳ꣏ŽóÁżŐôÆûÖèÈ»œűÈ룏»áŃžËÙÀäÄ꣏ĐγɞșŃ裏ÊčșæÍČÎü±ńĄŁ
ÔËŚȘÖĐÓŠŸłŁŒìČéžśœűÆûčÜÉÏ”ÄŃčÁŠ±í֞ʟ֔ÊÇ·ńŐ곣ŁŹ¶ÔÓĐčŰœűÆû”śœÚ·§ÓèÒÔ±ŰÒȘ”Ä”śŐûŁŹÒÔ·ÀÍòÒ»°ČÈ«·§Ê§Á飏œűÈëșæÍČ”ÄÆûŃččęžß¶ű·ąÉú±ŹŐšĄŁ
șæÍČșæÔï»ú”ÄčÊŐÏŽŠÀíșͱŁŃű·Ö±đŒû±í5ĄȘ1șͱí5ĄȘ2ĄŁ

|