| 电子提花装置:
一、电子式提花装置的作用
电子式提花装置是机械式提花装置升级换代的提花开口装置,利用电子信号阅读装置替代了机械式信号阅读装置,节省了大量的穿孔纹纸板,省去了大量繁琐的打孔工作,实现了智能化操作,大大提高了效率,适应了小批量多品种的面料织造。
二、电子式提花装置的种类和技术性能
(1)种类。电子式提花装置有1344针、2688针和6144针,目前已发展到万针以上。
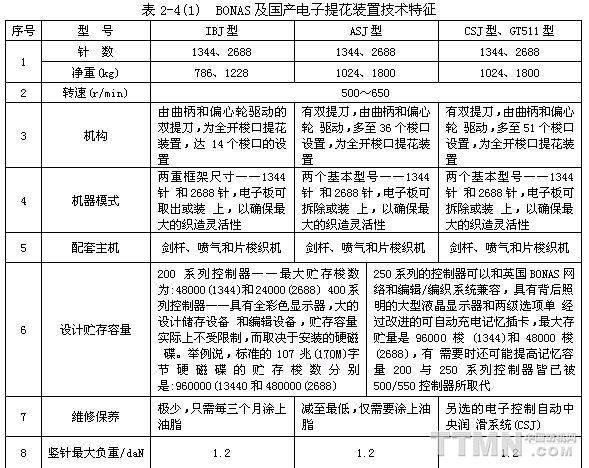
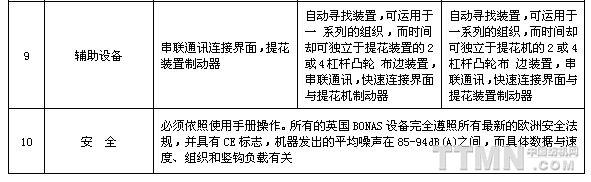
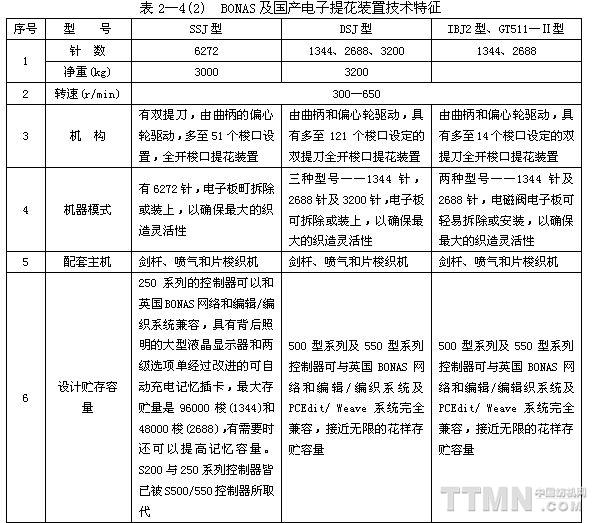
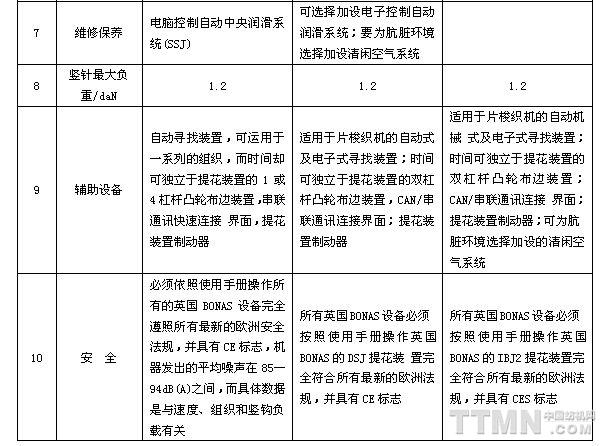
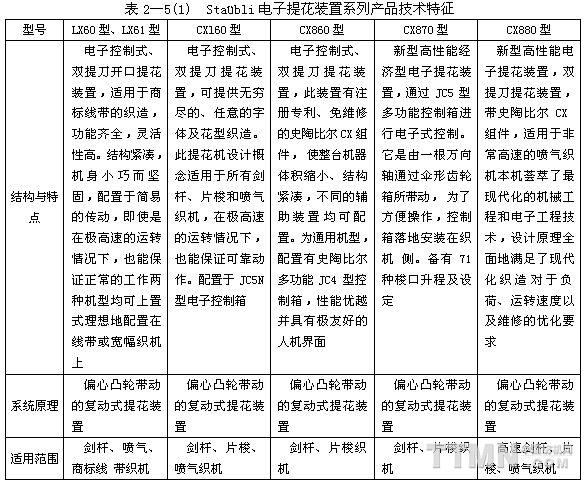
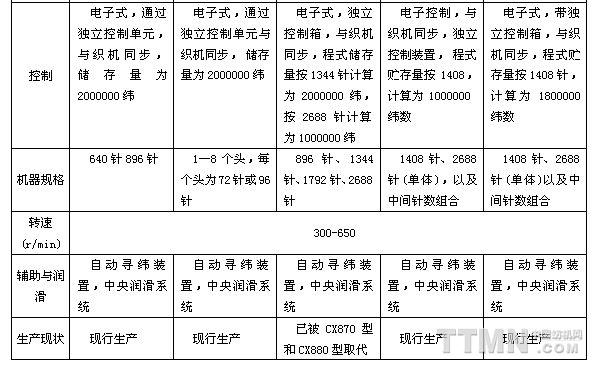
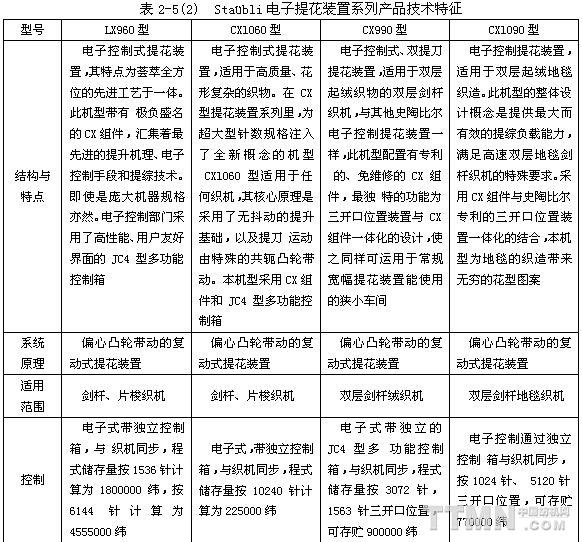
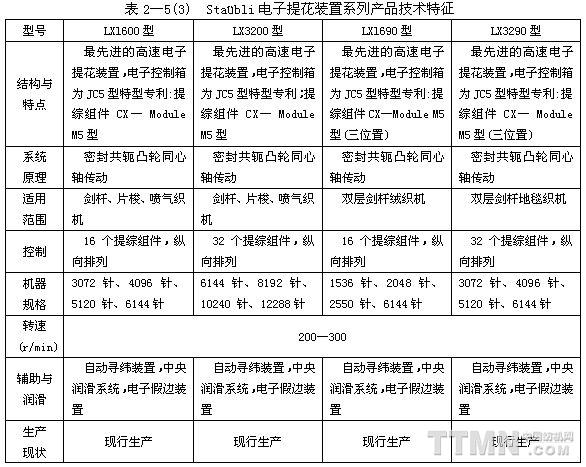
(2)有关电子提花装置的主要技术特征(表2—4-表2—5)。

三、电子提花装置的使用
以GT511、GT511—Ⅱ型电子提花装置为例,介绍电子提花装置的使用。
(1)综丝未施加张力时,切勿转动提花装置。
(2)未拆除滑轮的装运制动杆时,切勿转动提花装置。
(3)接通主开关之前,先确认所有电磁阀板已正确装接妥当。如果装接有问题,可能导致提花装置严重损坏。
(4)关掉提花装置和织机的电源之后,由于有不均衡的负载作用在提花装置上,提花装置容易翻转(转动)。对提花装置进行任何维修、调节或润滑工作之前,一定要把定位销或支架固定在提臂上,来锁定提花装置的位置。
(5)如果主电源的电压波动超过±15%,用户需采取有力的措施来改善供电稳定程度,保证电压波动在±15%以内。
(6)综丝负重:为保证提花装置的工作正常,下面簧片的载荷规定必须遵守。
在底梭口处每个提花装置簧片的最小净负荷为:1.96N(簧片净负荷等于底梭口处综丝弹簧/弹性张力加上经纱张力的向上效应)。
在顶梭口处等每个提花装置簧片的最大净负荷为11.76N(簧片净负荷等于底梭口处综丝弹簧/弹性张力加上经纱张力的向下效应)。
提花装置每根综丝的最小负荷,依织造条件而异,受棉纱的类型及综丝密度所左右。综丝供应商有责任保证最小负荷配合织造中的布料。
调节经纱张力会相应地影响簧片净负荷。指定的最大和最小值,必须保持不变。
(7)为方便运输,齿轮箱和齿轮油是分开运输的,在安装完齿轮箱后切莫忘记加入齿轮油,油量大约为2.5 L。
在齿轮的最初运转阶段,齿轮箱的表面温度可以达到100℃。这个温度将会降低至40— 50℃的正常运转温度。
(8)以导电或磨损性纤维,例如碳质或玻璃纤维进行编织时,必须使用适当的抽气系统以确保纤维不会进入提花装置或者它的电源箱。
导电纤维和带磨损性的纤维会对提花装置大多数零件造成广泛的损坏。
(9)安装和操作
安装和操作提花装置时,技术人员必须遵照所有的工作惯例和程序。为固定电缆钻孔时,要佩戴安全眼镜。在靠近正在运转的织机和提花装置进行工作时,应佩戴护耳器。不要站在提花装置或控制器的任何零件上。如果没有适当的照明,必要时可使用观察用的灯光。
四、电子提花装置的维护与保养
每星期要消除提花装置顶盖和提花装置电源箱上的冷却风扇过滤器的污物和纤维屑。过滤器是可再用的,通称用压缩空气清洁。
每月要检查综丝张力,并作相应的调节(如果已能保证综丝张力恒定,则可以延长检查间隔到三个月)。检查齿轮箱润滑油的水平(利用玻璃观察孔)。检查润滑油液面时,先停下织
机/提花装置,等15分钟后,让润滑油流到齿轮箱底部,然后检查液面,正确液面是玻璃观察孔的一半。
切勿将过量润滑油注入齿轮箱,因为这样做会造成损坏和漏油。因此要检查齿轮箱有无漏油。
每三个月要检查润滑提刀导板支承面(使用小油帚给油)。经由供应的给油嘴C1和C2 (4/A)给提花机轴承灌润滑脂(提花机每一侧有22个灌油处)。给驱动轴万向接头灌润滑脂 (G1)。检查驱动轴紧固螺钉的松紧度。(扭紧至150 nm)。检查拉杆、凸轮面和绳索的条件。在凸轮面涂上Mobilux EP2或专用的凸轮面润滑剂。
要定期更换齿轮箱机油。第一次换油是在500工作小时之后,以后是每隔4000工作小时换油一次。齿轮箱油:Shell Omala 460或同类的齿轮箱油。上述油量可以根据齿轮箱比率而改变。要检查齿轮箱已注入齿轮箱油到正确的液面高度即玻璃观察孔的一半。切勿将过量齿轮油注入齿轮箱,因为这样做会造成损坏和漏油。
建议采用的润滑剂:油脂(G1),Mobilux EP2或同类油脂;油脂(G2),Gleitmo 585M或同类油脂;齿轮箱油,Shell Omala 460或同类油。
五、常见故障的检查与排除
电子提花装置结构比较复杂,运转中如果不能正常操作容易出现故障,要进行检查排除。比如:一条经纱停留在上时,要检查簧片弯曲,导槽中簧片太紧,电磁阀是否接地,电磁阀电子板上的元件故障,还要检查了解花样上的问题,设法排除故障。
一条经纱停留在下时,要检查簧片弯曲,电磁短路,滑轮或圆带破损,电磁阀电子板上的元件故障以及花样上的问题,再逐一排除故障。
一组八条经纱停留在上或在下时,要检查电磁阀电子板上的元件故障,更换电磁阀电子板。
不规则梭口(每24条经纱)时,要检查簧片的高度,检查花样,检查主板的故障,检查提刀和提刀支架,检查塑料的提刀导轨,并逐一排除故障。
48条经纱停留在下(一块电磁阀电子板)时,检查插头和插座与电磁阀电子板的连接,检查扁平电缆线,检查电源箱中的保险丝,调换电磁阀电子板,并逐一排除故障。
96条经纱停留在下(两块电磁阀电子板)时,检查插头和插座与电磁阀电子板的连接,检查扁平电缆线,检查电源箱中的保险丝,更换插头,更换电磁线电子板。
在同一位置出现故障(经纱和纬纱的方向)时,要检查花探,检查连接综丝的圆带和滑轮。经纱不能提升时,要检查所有的电压,检查扇形开关信号并逐项排除。
全部经纱都提升时,要检查断电和重新安排程序,检查电磁阀界面板,要有系统地检查或更新所有电磁阀电子板。
在提花全长的梭口中间歇出现故障时,要检查提刀的高度,检查综丝的张力,检查提花装置电子定时,检查接电磁阀电子板的电源、电流,检查控制器的稳定情况,检查传送数据的电线接触点。
电磁阀过热时,要检查提花的电子定时,检查所有散热风扇,检查界面板的情况。
在提花的宽度上失去部分提花图样时,要检查扁平电缆的连接,要更换电磁阀电子板。
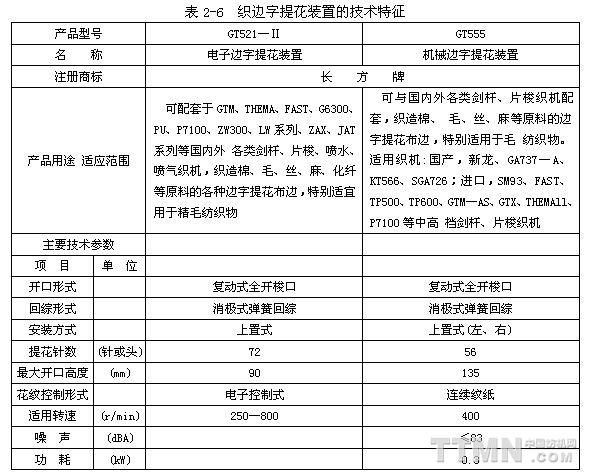
附:织边宇提花装置(表2—6)
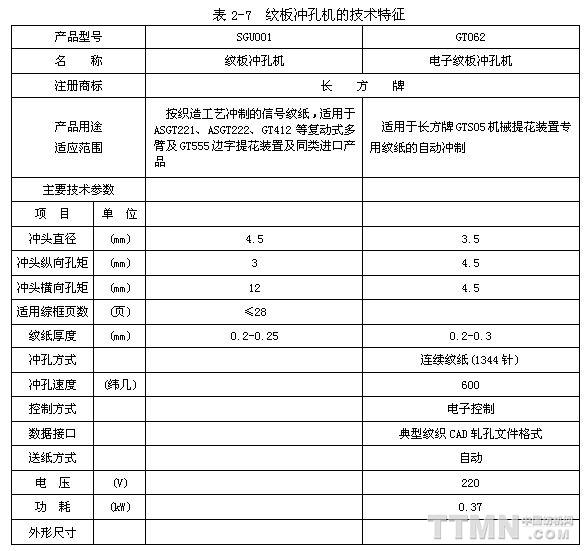
附:纹板冲孔机(表2—7)
|





