| 引纬机构:
片梭织机采用片梭积极引纬,这种引纬方式具有能源消耗少,入纬率高等特点。入纬率可达到1300m/min。在整个引纬过程中,通过编制程序自动调节和控制纬纱的制动,且具有电子监视片梭飞行,电子控制和自动校正片梭制动和自动调整纬纱探测器(断纬自停装置)灵敏度的功能。
片梭织机的引纬原理,如图4—1所示。

(1)片梭6开始从输送链13送往引纬的位置:这时梭夹钳口逐渐张开,并向握持着纬纱头的递纬夹1靠近。同时张力平衡杆2位于最高位置使纬纱张紧,压纱器3则压紧纬纱。
(2)片梭6到达引纬位置:这时张开的梭夹钳口对准递纬夹的钳口。张力平衡杆2与压纱器3保持上述状态。
(3)完成把纬纱从递纬夹转交给梭夹的交接过程:这时梭夹钳口闭合,握住纬纱,递纬纱的钳口则张开,即完成了纬纱的交换过程。同时,片梭6已做好向梭口飞行的准备,压纱器3则开始上升,而张力平衡杆2则开始下降。
(4)投梭:握持纱线的片梭从引纬侧飞经梭口到达制梭侧。这时纬纱从储纬器4上退绕下来(5、7、8为导纱器)。压纱器3升到最高位置以解除对纬纱的制动,张力平衡杆2则降到水平位置。
(5)制梭及片梭回退:片梭6在制梭侧被制动后,依靠片梭回退器(图中未画出),将片梭推回到靠近布边处。这一动作的目的是为了使钩入布边的纬纱头的长度控制在最低限度内(1.2—1.5 cm)。这时压纱器3最大限度地压紧纬纱,张力平衡杆2则略为上升,这样,就可以使由于片梭的回退而松弛的纬纱(在梭口中)被张紧到适当程度。同时递纬夹1移动到靠近布边处,递纬夹钳口开始第二次张开。
(6)递纬纱准备夹纱:这时,定中心器11向纬纱靠近,并将纬纱推入张开的递纬夹钳口中。两侧边纱钳9则在靠近布边处将纬纱夹住。张开的剪刀10上升到纬纱处并准备切断纬纱,压纱器3与张力平衡杆2仍保持同上位置。
(7)递纬夹完成夹纱动作:这时,递纱夹1的钳口第二次闭合并夹持纬纱。张开的剪刀10上升到纬纱年并准备切断纬纱,压纱器3与张力平衡杆2仍保持同上位置。
(8)剪纬:这时,剪刀lO在引纬侧将递纬夹l与边纱钳9之间切断,在制梭侧的片梭的梭夹钳口再次被打开,纬纱头从钳口中脱出,这样梭口中的纬纱就被两侧的边纱钳9所持。与此同时,在制梭侧的片梭则被推入输送链13,再由输送链向引纬侧回送。
(9)递纬夹开始向纬纱交接位置移动:这时,递纬夹l握持着纬纱向左侧移动。压纱器3仍对纬纱制动,张力平衡杆2则继续上升,并张紧由于递纬夹外移而松弛的纬纱。两只边纱钳9与钢筘同时移向织口,将纬纱打人织口,而在布边两侧的纬纱头仍被边纱钳所握持。这时,剪刀10下降。
(10)递纬夹回复到纬纱交接位置:这时,递纬夹1再次回到最左侧位置,即与梭夹发生纬纱交接的位置。张力平衡杆2上升到最高位置,使纬纱保持张紧,由边纱钳9所夹持的纬纱头则被左右两只钩边针12钩入梭口中,形成布边。与此同时,在引纬侧又有一只片梭开始从输送链13送向引纬位置。
片梭织机的引纬系统包括片梭、片梭的引导、片梭纱夹、纬纱张力杆,单色、二色、四色、六色引纬机构、电子控制的纬纱制动装置、储纬器、电子控制的片梭制动、开梭装置(接梭侧)和压梭装置等。
1.筘座中的导梭齿
采用高精度、小形体的导梭齿。为了提高织物的品质,采用分离错开式排列的导梭齿模块,这样减少了经纱所受张力的影响,纬纱出口增大,受到的摩擦也相应地减少。对于单片整只导梭齿主要应用于某些特殊品种的织造。
2.片梭
片梭有以下三种类型:D1型小横断面的钢质片梭;D2型大横断面的钢质片梭;D12型小横断面及大钳夹面的钢质片梭;K2型大横断面的合成片梭。
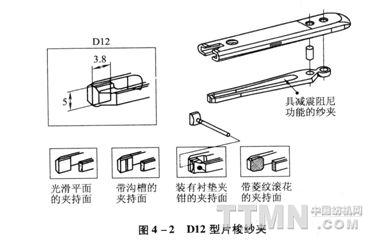
P7300型片梭织机配有:D12型和D2型钢质片梭。D12型片梭的纬纱夹持面为3.8 mm×5 mm。梭体尺寸:长89 mm,宽14.3 mm,高6.35 mm。由于梭体两面平行,梭壳内的纱夹采用的钢销固定,因而更换纱夹非常容易且方便。
D2型片梭,片梭体积增大,重量增加30%,纱夹的纬纱夹持面为4 mm×5 mm,主要用于特别粗的纬纱和宽幅织机。梭体尺寸:长89 mm,宽15.8 mm,高8.5 mm。纱夹的夹持力为600~3500 g。
3.D12型片梭纱夹
D12型片梭纱夹具有减震阻尼功能,纱夹的夹持面有光滑平面的夹持面,带沟槽的夹持面,装有衬垫夹钳的夹持面,带有菱纹滚花的夹持面。如图4—2所示。
4.单色、二色、四色、六色引纬机构
单色引纬机构,无织机幅宽限制,其机构与二色、四色引纬机构相同,但不带选色装置,纵面配置纬纱张力杆和递纬器。
二色引纬机构配有电子控制二色选色装置,是由一块简单的电磁铁控制电子选色装置,它可用于单色引纬、混纬和编程控制二色引纬;可通过机上电脑终端或中央集中控制的电脑软件smart weave编制选色控制程序。
四色引纬机构(sMA4)配有电子控制的四色选色装置,采用伺服电动机直接驱动选色装置,与电子多臂机或踏盘开口机构(或大提花机)相配合。
六色引纬机构(MsA6)配有电子控制的六色选色装置,与四色选色装置相同都是采用伺服电动机直接驱动选色装置,与电子多臂机或踏盘开口机构(或大提花机)相配合。采用伺服电动机直接驱动选色装置的优点:在做三级跳跃选色时,不需降低织机的速度;减少了大量的机构零部件,结构紧凑;纬纱断头时,可自动执行纬纱替补。
5.电子控制纬纱制动装置
电子控制纬纱制动装置和纬纱张力杆组成纬纱张力器,其作用在于在整个引纬过程中保证纬纱的张力和位置准确无误。
电子控制纬纱制动装置的制动过程:
(1)在织机投梭之前,装在织机主轴上的信号盘发出信号,使纬纱制动装置在织机投梭之前开放。
(2)当片梭飞行到离接梭箱还有一定的距离时,装在筘座上该处的触发器发出信号,使纬纱制动装置开始对纬纱进行制动,制动力的大小可通过编程来控制。
(3)根据引纬速度和纬纱的特性来确定最佳的制动时间,可通过编程来控制延时制动的时间。
P7300型片梭织机电子控制纬纱制动装置有单只或二只制动靴制动器,梳形制动器和弹簧片制动器三种。这三种电子控制纬纱制动装置的纬纱制动力都是靠电子控制的步进电动机来实现的。
(1)单只或两只制动靴制动装置:单只或两只制动靴制动装置是由制动靴、制动薄钢片和步进电动机等组成的。通过步进电动机驱动制动靴对制动薄钢片的压紧程度的不同,使纬纱在制动靴与制动薄钢片之间产生不同的摩檫力,实现对纬纱的制动。单只或两只制动靴制动装置主要用于短纤维纱线;用于加捻的合纤长丝纱线,最大支数为1000 dtex。这种制动装置优点是:对纬纱的制动作用缓和轻柔,并且每种纬纱的制动力可单独编程控制。
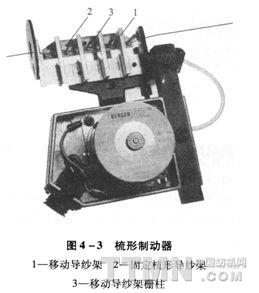
(2)梳形制动器制动装置:如图4—3所示,梳形制动器制动装置是靠移动导纱架1下移,使纬纱在移动导纱架栅柱3和固定梳形导纱架2的导纱孔之间折绕,从而对纬纱产生一定的制动阻力。这种制动装置的特点是:对纬纱的制动作用缓和轻柔;每种纬纱的制动力可单独编程控制;纬纱接触的是高耐磨陶瓷导纱件。
梳形制动器配备有三种不同的节距,供纬纱选用:
13 mm节距:用于特数大于1000 dtex的多纤维合成长丝,或者直径小于0.15 mm的合纤单丝。
15 mm节距:用于聚丙烯裂膜条PP。
18 mm节距:用于表面涂层的多纤维合成长丝,或者直径大于0.15 mm的合成单丝。
另外,15 mm节距和18 mm节距的梳形制动器要用功率较大的步进电动机控制,根据纬纱的种类特点,梳形制动器仅需更换顶部的梳形导纱架。
(3)弹簧片制动器制动装置:弹簧片制动器制动装置是靠两弹簧片对纬纱的夹持力来制动的。这种制动装置主要用于非常细支的毛纱。它的特点是:制动作用轻柔和缓,制动片柔顺灵活,故可有效降低纬纱断头率。此型制动器不要求纬纱预先被张紧,即从储纬器输出的纬纱其张力可调节到最小状态。
6.储纬器
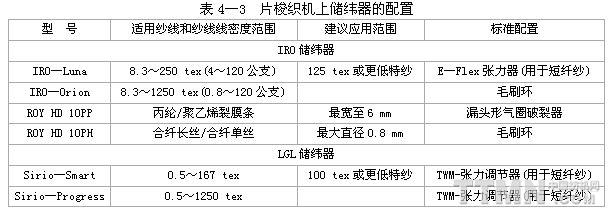
随着片梭织机引纬速度的提高,储纬器已经成为必不可少的保证纬纱顺利地从筒子上退绕和引入梭口的工具。表4—3是P7300型片梭织机上储纬器的配置。
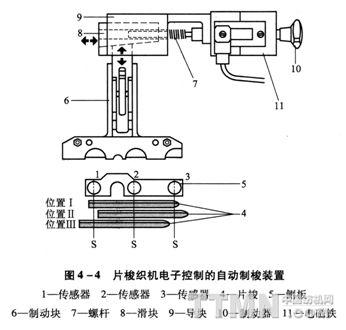
7.电子控制自动制梭装置
片梭织机电子控制自动制梭装置及片梭的三种不同定位位置如图4—4所示。当片梭4进入接梭箱处于正常的定位位置I时,这时片梭同时遮住传感器1和3的开关坐标s,电子控制自动制梭装置的自动调节部分没有反应。
当片梭4进入接梭箱处于定位位置Ⅱ时,表示片梭4进入接梭箱过于深入,这时片梭遮住传感器3的开关坐标s,但没有遮住传感器1的开关坐标s。对于每一个太过深入的片梭,片梭制动器将闭合一级。侧板5上的传感器l发出信号,通过电气控制箱的逻辑电路和执行电路使步进电磁铁11带动螺杆7转动一级,使楔型滑块8在导块9中向右移动一级,由于楔型滑块8的作用,制动块6向下移动一级,即片梭制动器将闭合一级。
当片梭4进入接梭箱处于定位位置Ⅲ时,表示片梭4进入接梭箱不够深入,片梭没有遮住传感器3的开关坐标s:如果27个片梭中的20没有到达传感器3的开关坐标s,则在27次投梭之后,片梭制动器10将松开一级,直到有一个最深入的片梭到达位置Ⅱ为止。然后,片梭制动器将再自动闭合一级。
在织机冷启动时,在第1~2次投梭期间,片梭制动器将闭合7级,在第3次投梭时将放松一级,以后每27次投梭后松开一级,直到有一个最深入的片梭到达位置Ⅱ为止。然后,片梭制动器将再自动闭合一级。
P7300型片梭织机的电子控制自动制梭装置采用的是微电脑控制的步进电动机(P7100型片梭织机的电子控制自动制梭装置采用的是步进电磁铁)来自动调整制梭的松紧程度。采用微电脑控制的步进电动机对片梭进行制动,更有利于通过微电脑编程来精确控制步进电动机的步进位移,由于采用的是德国生产的高精度的步进电动机,因此对片梭制动力大小的控制更加准确,电子控制自动制梭装置的可靠性更加提高。它的工作过程是:通过传感器监视片梭抵达接梭箱,然后对片梭的位置进行识别,由微电脑控制的步进电动机来自动调整制梭的松紧程度,对片梭进行制动,并且在一次引纬时间内完成自动调整。这样,减少了制梭衬垫板和片梭的磨损。
8.开梭装置(接梭侧)和压梭装置
接梭侧开梭装置的作用是:将被回梭杆推回的片梭上的纱夹打开,并将被布边纱夹夹住的纬纱的一端放开,然后,当前片梭制动器处于上升的位置时,片梭被同一只开梭器推进压梭道内。
压梭装置如图4—5所示,片梭织机每转动一周,压梭装置将一只片梭1从接梭装置5压入回梭装置4,使片梭进入回梭链2的两个链节3之间。如果需要改变织幅宽度,则需移动接梭装置5相对于不断移动的回梭链2的回梭链节3的位置。

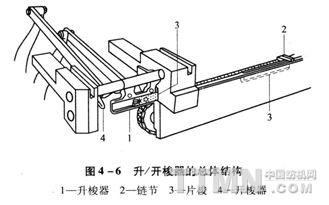
9.升/开梭器
升/开梭器的总体结构如图4—6所示,完成引纬工作的片梭从织机右侧的接梭箱中被推出,并被送入回梭链上,织机每转动一周,回梭链上的一个链节2就会把一只片梭3推入升梭器1里,然后开梭器4开始伸入位于升梭器1里的片梭3的孔中,使梭夹的钳口逐步打开,同时,升梭器1和开梭器4一起向上转动,把纱夹张开的片梭3由垂直位置升到水平的投梭位置。随后开梭器4就开始下降,使片梭的纱夹闭合,把递纬夹送来的纬纱的头端夹住。当片梭3离开升梭器1后,升梭器l就会向下转动,由水平的投梭位置再次回到垂直位置,以接受回梭链送来的另一只片梭。
|