| 送经机构:
送经机构的作用,是在织造过程中及时送出定量的且具有一定张力的经纱,以维持织造生产的连续进行。在织造过程中织轴从大到小能否保持均衡一致的经纱张力,是衡量送经机构好坏的主要标志。
在织造生产的发展过程中,出现过许多不同结构形式的送经机构,送经机构的类型是织机各机构中最繁杂的,共有数十种之多。若按经纱的送出方式分类,则各种送经机构可归纳为消极式送经和半积极式送经两大类,现代喷水织机的送经方式绝大多数是半积极式送经。半积极式送经机构,一般都是由经纱送出装置、经纱张力检测装置、送经量检测装置和调节装置组成。
半积极式送经机构根据织造过程中受各种因素综合影响的经纱张力来调节经纱送出量,控制经纱张力均匀。所以,半积极式送经机构中,经纱所受的张力和变形比消极式送经小。半积极式送经机构分为机械式和电子式两种类型。
一、机械式半积极送经机构
1.送经机构的基本结构
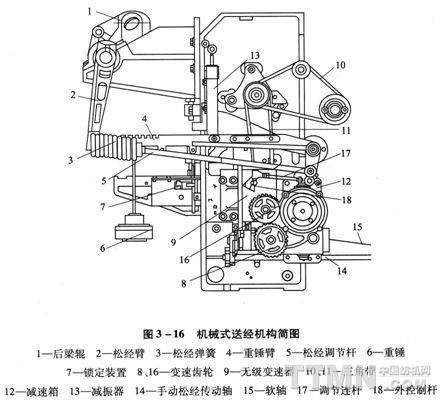
对于机械式积极送经机构来说,尽管不同型号喷水织机有所差异,但大同小异。现举某型号织机为例,如图3—16所示。
2.经纱的送出装置
当织机运转时,动力由泵凸轮轴上的三角带轮经三角带10、11传入无级变速器9的输人轴,经无级变速器内部机构作用变速后,由输出轴输出,经变速齿轮16、8,伞齿轮传动,蜗轮、蜗杆组成的减速齿轮箱12减速后,由送经小齿轮传到织轴盘上的大齿轮,带动织轴转动,送出比较稳定的经纱。这是一种连续的送经机构,避免了间歇送经对机构的冲击,调节细致均匀,因此适用于高速;然而其结构较复杂,对零件的精度和材料的要求较高。这种送经机构现在广泛应用于喷水织机上。
3.经纱张力的检测和调节装置
经纱上机张力的检测和调节装置由后梁辊1、松经臂2、松经弹簧3、重锤臂4、重锤6及松经张力调节杆5等组成。当经纱张力因某种原因增大或减小时,经纱对后梁辊1的作用力发生变化,迫使后梁辊1顺时针或逆时针转过一定角度,则连在无级变速器上的外控制杆18也随之转过相应的角度,经无级变速器内部机构作用变速后,使输出轴的转速加快或减慢,从而经变速齿轮16、8、减速齿轮箱12、送经小齿轮、织轴大齿轮,使织轴的转速也相应加快或减慢,送经张力就迅速恢复正常。
4.送经量的检测及调节装置
该机构织机主轴每一转送出的纱线长度(即送经量)为:
Lj=πDili2i3i4
式中:D——织轴直径;
i1——主轴到无级变速器输入轴的传动比(定值);
i2——无级变速器的传动比;
i3——变速齿轮的传动比;
i4——伞齿轮到经轴盘大齿轮的传动比(定值)。
当织轴的直径D由6大向小变化时,对应于每一纬的送经量会逐渐减小,引起经纱张力增大,此时重锤臂4按顺时针旋转,通过连杆17,使外控制杆18按逆时针旋转。则无级变速器的输出速度不断增快,从而使送出的经纱量保持稳定。无级变速器的调速范围完全能够适应。但为了使送经机构的运转稳定可靠,设置了一对变换齿轮16、8,当纬密在80—940根/10cm变化时,改变变换齿轮16、8的传动比,可以使无级变速器处于最优化的调速范围。
目前,国产的喷水织机配备的无级变速器多为单向,近几年出现了双向无级变速器,它的特点是输出轴的旋转方向可以自由正反转变化,因此可有效防止停车挡的产生。
为了减少织机在打纬和开口时经纱张力的瞬时增大,造成重锤臂4的跳动,该系统在重锤臂4上装有减震器13以减少跳动,维持经纱张力的均匀。为了在停车时保持经纱张力的恒定,该系统中装有锁定装置7。
二、电子式送经机构
随着现代织机技术的日渐提高,喷水织机织造高档面料范围的扩大以及自动化、高速化等方面的发展,要求织机各机构之间的联动配合要进一步加强,精度更高,反应更加灵敏准确。机械式送经机构已不能满足高性能的要求。电子送经机构在喷水织机上的应用越来越多,它具有结构简单、反应灵敏、调节准确、操作方便、可实现微机集中控制等特点,充分体现了机电一体化的优势。电子送经装置一般是运用非电量电测的方法采集经纱张力信号,以电子或微机技术对信号加以处理后,对单独的电动机进行控制、调节,驱动织轴送出经纱,并维持经纱张力的恒定。电子送经装置一般由电动机、减速箱、张力信号采集系统、控制系统组成。
1.电子送经系统的组成
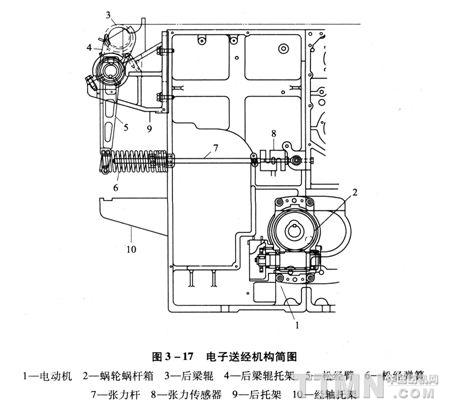
其组成见图3-17。
2.经纱的送出装置
目前喷水织机的经纱送出装置多由伺服电动机单独驱动,早期的电子送经亦采用力矩电动机或步进电动机。动力经减速齿轮箱、蜗轮蜗杆箱2传到经轴小齿轮,再经经轴盘大齿轮传到织轴,使经纱连续送出。该装置传动环节少,增加了传动的可靠性。
3.经纱张力的检测和调节装置
这部分是电子送经的核心所在。经纱张力的大小通过后梁辊3、后梁辊托架4、松经臂5、松经弹簧6、张力杆7使张力传感器8发生变形,将张力信号传给控制系统,控制伺服电动机的转动,再通过减速箱传到经轴,保持经纱张力稳定。这种方式所采集的信号连续性好,控制部分易于处理。因此经纱从满轴到了机都能保持一定的稳定张力,织造出高品质的织物。
4.送经量的检测及调节装置
这部分也是靠伺服电动机来控制,当纬密发生变化时,只须通过预先设定,而无须更换齿轮。综上所述,无论是机械送经还是电子送经,它的一般工作原理都是用活动后梁或其他检测件来感应经纱的动态张力,后梁的摆动或其他的感应信息经适当处理后,调节经纱送出量,从而维持经纱上机张力或动态张力的恒定。其送经量可看作由两部分组成:一是由织物品种所决定的每纬基本送经量,二是由经纱张力波动决定的送经修正量。经纱上机张力和织物品种决定了后梁的平衡位置和其他调节件的初始状态;相对于逐渐变小的织轴直径,后梁不断有新的平衡位置,由此控制送经量的基本部分;而张力波动引起后梁系统相对平衡位置的摆动,则对应送经量的补偿修正部分。
三、经纱张力的调整
对于机械式送经,经纱张力是通过重锤臂上的重锤重量、位置来设定的,具体步骤如下:
1.上机张力的计算
根据织物的品种规格,按照下列公式来计算经纱的总张力:
T = K× ×N×10-3或T = K×D1×N×10-3
式中:T——经纱总张力(kg);
K——每旦尼尔的张力(g/旦);
Tt——纱纱线密度(tex);
D1——经纱旦尼尔数;
N——经纱总根数。
其中,K值的选取是根据经纱的种类、加工方法的不同而改变,一般可参照表3—2选取。
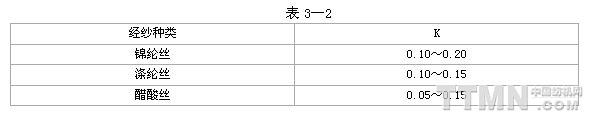
以粘胶丝绸布织物为例,经纱为100旦,总经纱根纱为6500根,取K=0.2,则:
T = K×D1×N×lO-3
=0.2×100×6500×10-3
=130(kg)
2.重锤位置的选取
(1)上式计算,经纱总张力为130 kg。
(2)在图3—20中130 kg位置上画横线T。
(3)T与重锤重量线的交点,即为重锤重量3.25 kg。
(4)T与斜线的交点向下引申至重锤的悬挂位置,如非整数,取最接近的位置。
图3—18所示张力与重锤的关系,只是理论计算值,只能作为参考。实际应在织机上机运转后,视其运转情况而定。

对于电子送经,则通过操作盘预先设定上机张力。还可以通过相关参数的设定,使开车时经纱张力与停车时的张力尽可能一致,以及对织口位置的控制,很好地防止停车档的发生。
|








