�ڱ��ڷ�ճ�IJ��������ϻ��У��IJ����Ⱦ�����ɢ���ǣ�죬Ȼ�����������ϳ����Ժ���Ԥѹ�����е�һ�γ��ͣ��������������еڶ��γ��ͣ��ڶ��γ������������Ը����û���Ҫ��������ͬ�Ļ��ƣ��������г�����Ҫ���ڶ��γ��͵��IJ���ͨ����������������ȴ�����������ȵȣ�������վ����վ�����ͼ��һ����ʾ���վ�Ч���ĺû����������������������վ���֮��������ĺ㶨���������Ƶ��ȶ����վ���Ч���϶��������⡣
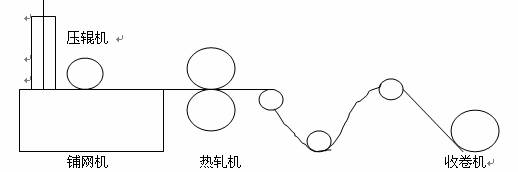
ͼ��һ�����ڷ�ճ�IJ��������ϻ�ʾ��ͼ
�ڴ�ͳ���������Ʒ����У�һ�㶼��ʹ���������������������������ӵ����������ϣ���Ϊ�������������������������趨��������Ҫ����������Ϊ����������Ȼ�������������Ѹ����������ͷ�����������������PID���㣬������ģ�����źŸ���Ƶ����Ϊ�����ź�ȥ�������ء���������������ϵͳ�У���������������Ҫ���൱�ߣ����ҶԱ�Ƶ����Ҫ��Ҳ�ܸߣ���Ƶ������Ҫ�кܿ����Ӧʱ�䣬��Ҫ��ģ�����кܺõ��ڵ��˲�ʱ�䡣��˿��Ƴɱ�����ƫ�ߣ��������ֳ�����ʱ�ܲ����㣬�������һ���ð�Ĭ��TD3300��Ƶ����ȡ�������������Դ˽����������Ƶķ�����
���ݹ�Ӧ�̵Ľ��ܣ���Ĭ��TD3300��Ƶ�����������Ʒ���ʱ�Ƚϳ����������������ѡ��ʽ��һ�ǿ�����������ת��ģʽ�����DZջ����������ٶ�ģʽ��������������ģʽ����Ҫ����������ϵͳ�����٣����������ƾ����Եͣ��Ӽ���ʱ��������Ч��û������ʱ�á��ջ���������ģʽ��Ҫ�������������������Ӽ��ټ����������ж��ܹ����������㶨�����ڴˣ����Ǿ�������TD3300�������Ʊ�Ƶ���ıջ���������ģʽ��
ѡ��TD3300��Ƶ���ջ����������ٶ�ģʽʱ��TD3300��Ƶ�������б�������F3.06=1����Ҷ�֪��TD3300ϵ�еı�Ƶ��������ģ����������ӣ���ÿ�����Ӷ��и��Զ������˲�ʱ�䣬ͬʱ������ͨ�����������ö��ӽ��յ��ź����ͣ���ѹ�������ȣ����ڱ������У�������������������ʵ�������źţ�����һ��������ʾ���ϣ����������Ѵ������ź�ת���ɲ�ͬ���͵�ģ�����źţ�0-5V��0-10V����10V�ȣ���Ȼ������Ƶ����Ϊ���������źš���������ʽ��ͼ��������ʾ��
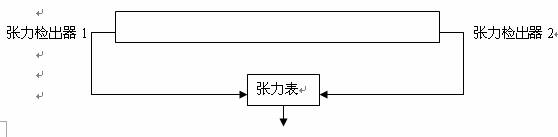
ͼ��������������ʾ��ͼ
�ٶ��վ���ʵ�����е�Ƶ����ΪF��ʵ�ʵ�������F=F1+ FPID��F1��Ϊͬ��Ƶ�ʣ��ڴ˷�������Դ����������Ƶ����ģ���������������е�����ȣ�ǰ��ѹ������Ͳ�Ȳ����������Ϊͬ��Ƶ�ʣ�FPID�DZ�Ƶ������PID�����õ��ļ���Ƶ�ʡ�����TD3300��Ƶ������PID����ʱ����ñ�֤��������������������������������������������Ƶ������ӹ�����ͬ��Ƶ�ʽ���TD3300ģ�����˿�AI1���Ѵ��������ӹ�����ģ��������TD3300ģ�����˿�AI2��Ϊ���������������������в�ͬ�ķ�ʽ�����������F8.02ֱ�Ӹ�����������Profibus������ͨѶ��������������ģ���λ��AI3�ֶ��������ڲ�ͬ�Ĺ���Ҫ���£����ò�ͬ����������ֵ����ϵͳ��ʵ������ֵͨ�����������������ֱ����ʾ���������ϣ���������Ա��⡣
AI1��AI2��AI3�������Ӧ�Ĺ�����������ѡ�ֱ���F6.00��F6.01��F6.02�����һ������Ӧ�����˲�ʱ��Ĺ�����F6,03��F6,04��F6,05��
ͬ��Ƶ�ʣ�AI1������FC�������ȷ����FC�����ȷ���������ٶ����ͺ�������ٶȣ�����һ���궨�ã����������վ�����������ͬ���ģ�Ϊ�Ժ��PID��������˻�����FC0.00���ٶ�����ѡ��FC0.03������ٶ�����ȵȣ���
����������AI2������F7�������ȷ��������ͨ����ѡ��F7.02Ϊ��������ѡ��
����������AI3������F8�������ȷ�����������ֶ���������������ģ���λ������������Profibus������ͨѶ������F8.00Ϊ��ȡģʽ��F8.01����ѡ��F8.02�������ָ�����F8.03��������ȵȣ���������ϸ������TD3300����˵����
TD3300��Ƶ�����������ñ������ӣ�
���ڷ�ճ�IJ��������ϻ����վ������ð�Ĭ��TD3300��Ƶ���ķ����У��ֳ����ü�࣬�����ȶ������Է��㡣ʵ�ʵ��վ�Ч���dz����룬�������룬�����ȶ������ǻ��ڱ�Ƶ��TD330�����������ص㣬���������ƵĹ��ܡ��߿ɿ��Ժ���������ܼ۸�ȣ��������û���Ҫ��












