1������
����չ���������Ϻ����Ļ��ɷ�����˾����γ��֯��е�ɷ�����˾��������(��̨)�Ļ�����˾����˹�ػ�е��������˾��ɽ�����ʵҵ����˾���й������ž����İ������������㽭̩̹�ɷ�����˾���ҳ��̹�չ���˰�̨ϸɴ������������ɴ��ʾ����ʿ����(Rieter)��е����˾���¹���ɭ(Suessen)��˾���¹�����(Zinser)��˾�������������(Marzoli)��˾���ձ�����(Toyota)��˾����ҳ���չ���˽��ܷ�װ�ã����������﹫˾�Ľ��ܷ�װ�ð�װ����RST��1��ϸɴ���Ͽ�����ɴ��ʾ�����⣬��ʿ�����е����˾���¹�����˾���ձ����﹫˾�ȳ����ṩ��ϸɴ��������ӡ������˹��(Lakshmi)�������칫˾Ҳ��ϸɴ������չ����
2����չ���ص�
(1)�Ϻ����Ļ��ɷݹ�˾EJMl3SJL��ϸɴ��
�û���Ȧ�������������˶��ֿ����������Ƶ���١��������������������ŷ������������ɴ�������ŷ���������������䱸������ɴϵͳ���������Զ���Ͳ�����ӣ�ʵ��ϸ������չ��Ϊ1008����������˹����(TEXParts)��˾��PK225�ͳ��·�֯ ��е����˾��YJ2��142C��ҡ�ܸ�һ�룬���Ϻ����ķ�֯��еר������˾��������ZDS5llOEA�Ͷ��ӣ��ձ���˾��0381T11TI���졣
(2)��γ��֯��е�ɷݹ�˾F1520��ϸɴ��
�û�����Ӧ��CAPD���������Ż�������ƣ�����ֱ���������ӣ���������������ŷ�����ϵ ͳ���������Ƶ���٣������䱸������ɴϵͳ������ ���Զ���Ͳ�����ӣ�ʵ��ϸ������չ��Ϊ720������ �õ�����˹���Ĺ�˾��PK3000��ҡ�ܡ����Ƶ�������JWD7111�Ͷ���(ֱ��19mm�Ķ��̡��¹���ɭ��˾hp68����)��GM��3854����졣ڶ����������֯��е����˾�Ĵ�ɴ��ʵ���˴�ɴͲ�Ӻ�Ͳ�ܵ��Զ����͡�
(3)������(��̨)�Ļ�����˾RST�����;�ɴ��
�û��������Ƶ���٣��������������ˢ�������������ǣ������������������ˢ�������(������ÿ�߸�һ��)�����Ӳ���˫��������ϵͳ�������м�����ɴϵͳ����FFT��1�ʹ�ɴ��ʵ���˴�ɴͲ�Ӻ�Ͳ�ܵ��Զ����͡�����������������﹫˾�裬�Ƶĺų�Ϊ�����塱�����(Wondercleaner)�Ĵ�����װ�á���װ���ɴ�����װ�úͶ����������ɡ�չ��Ϊ96�����ݽ��ܲ��õ�Ϊ����ר����չ����װ�г�ΪOlfilϵͳ�Ľ��ܷ�װ�������3��(3)L
(4)������(��̨)�Ļ�����˾DTMl39��ϸɴ��
�û�ǰ�����������к���������������������ɸ��Ե��ŷ�ϵͳ�������������Ƶ���٣������м�����ɴϵͳ����FFT��1�ʹ�ɴ��ʵ���˴�ɴͲ�Ӻ�Ͳ�ܵ��Զ����͡�չ��Ϊ144�����ݽ��ܲ��ù���ר����
(5)��˹�ػ�е��������˾BS516��ϸɴ�� �û����ö������ܽṹ���ڳ�ͷ�ͳ�β��������һ���ܣ����������ش�ƽ�⡢�ŷ�����������������Ƶ���١�չ��Ϊ384�������õ�����˹���Ĺ�˾��PK225�;�γ������е���칫˾�ij�����J2��142A��ҡ�ܸ�һ�롢����ͬ�ͷ�֯��е��������˾�����������϶��Ļ��ɷ�����˾��YD5203���ٶ���(ֱ��20��5mm�Ķ���)�����ݺ��·�֯��������˾��PGl��4254���졣
(6)ɽ�����ʵҵ��˾SXFl568C��ϸɴ��
�û���ͷ����������ǣ�촫�������Զ�����ϵͳ����˫Ť�˺��ش�ƽ�����ַ�ʽ���û�ѡ��չ��Ϊ96�������õ�����˹���Ĺ�˾��PK225ҡ�ܡ����Ƶ������붧�ӡ���γ��֯��е�ɷ�����˾�ܴηֹ�˾��PGl��3854���졣
(7)�й������ž����İ��������� ZJl218��ϸɴ��
�û���ͷ����������ǣ�촫�������Զ�����ϵͳ����˫Ť�˺��ش�ƽ�����ַ�ʽ���û�ѡ��չ��Ϊ96�������õ��Ĵ��ɷ����տƼ��ɷ�����˾��QYJV��145Dҡ�ܡ����Ƶ�������������֯��������D3203C���ӡ����ݺ��·�֯��������˾��PGl��3854���졣
(8)�㽭̩̹�ɷ�����˾TFAS06��ϸɴ��
�û���FA506���ͽӽ���չ��Ϊ96�������õ��dz��·�֯��е����˾��YJ2��142A��ҡ�ܡ�����ͬ�ͷ�֯��е��������˾�����������϶��Ļ��ɷ�����˾��D3203C�Ͷ��ӡ����ݺ��·�֯��������˾��PGl��4254���졣
(9)��ʿ�����е����˾G33��ϸɴ��
�û�����Ҫ�ص㣺FLEXIdraft����������ǣ��ϵͳ���ö�������ֱ�����ǰ�������С���������ǣ�챶�������ȱ任���ڿ���������趨��IN-TERcool��������ȴϵͳ��G30��ϸɴ���Ļ��������˽�һ���ķ�չ���ɽ����еĵ���ͱ�Ƶ������������ͨ��ɢ���������ŷ�ϵͳ��Ri-Q-Draft-ǣ��ϵͳ��G30��ϸɴ���Ļ������������¿�����Ri-Q-Bridgeϵͳ�ɱ�֤ƤȦ��������ת��SERVOgrip-��˿��ɴϵͳ��ȷ����ɴʱ�����ڶ�������ɴ��ROBOdoff-������ɴװ����ɴʱ��С��2min��SERVOdisc��Ͳ������ϵͳ�������濪�ţ��ž��˷ɻ���Ƕ�롣
(10)�¹�����˾350��ϸɴ��
�û�����Ҫ�ص㣺�����������ɴ�1488������Բ�ͬ���ȵ�ɴ�ܣ��Է�ɴ����ߴ磬�������Ż����ʵ�����ɴ·���ȣ���������������ϵͳ��ͬ��ǣ��ϵͳ��10���ɴ�����趨����˿Ȧ�Զ�ĥ�ϳ���(��˿Ȧ�IJ�ͬĥ�Ͻ��ṩ��ͬ�������ٶ�)��CoWeMat�Զ���ɴװ����ɴʱ�����Լ2��5min��
(11)�ձ����﹫˾RX240 NEW��ϸɴ��
�û�����RX240�����ϵĸĽ����ͣ���Ҫ�ص㣺��ɴ���������ڼ��ٶ�ͷ��ë�𣻵������������˿�ܴ���ʽ��������ϵͳ���ҿɸ��ݹ�ɴ���ν����趨���Զ�����������������Ȧ���ڹ�ɴ���Ƶ�40��֮ǰ����Ҷ�Ӱ�һ���˶�����40���Ժ�������һ���˶������ô��������в����趨����ת״̬������������ʾ������i-TTCS����ϵͳ���û�ѡ��ϵͳ�����û�ͨ��������ң�ع���������������
3�����ܷ�ɴ�������ܷ�װ�õ��ص�
���ܷ�ɴ������һ��������2��2��
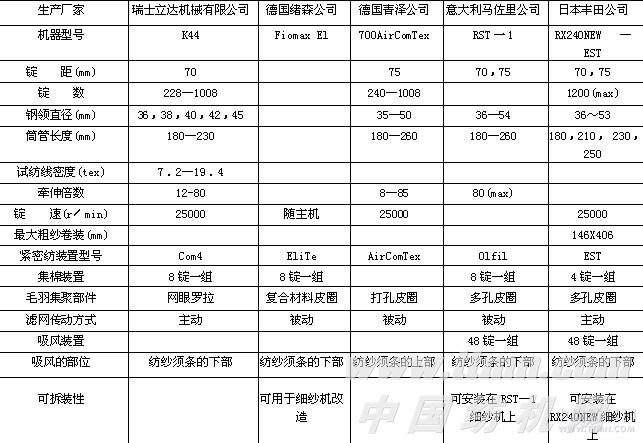
(1)��ʿ�����е����˾K44���ܷ�ɴ��
���﹫˾����Com4(r)���ܷ�װ����ԭ�л���������һЩ�Ķ�����Ҫ�Ǽ�����������������б�ݡ��ݽ��ܸ���ʽ�����Ƿ���60Ӣ֧����ɴ֧ʱѡ�ã����Ƶ���60Ӣ֧ʱ���Բ���ƽ������
(2)�¹���ɭ��˾EliTe(r)���ܷ�ɴϵͳ
��ɭ��˾������ܷ�װ�ã��ص�ǿ���˶Դ�ͳϸɴ���ĸ��졣�ù�˾�����ҹ����Թ���ϸɴ�����и��죬ʹ�����������ɴ��
(3)����������﹫˾��Olfil���ܷ�ɴװ��
��ΪOlfil�Ľ��ܷ�װ�ð�װ����������ǣ��ϵͳ��ǰ�������²�Ϊÿ8��һ�ڵIJ���ֹܡ�(ÿ����һ����ƤȦ)���ڲ���ֹ��Ͽ��и�ѹ�����ۣ��ϲ�������Ƥ��֮�����ɳ��δ������ģ���������Ƶ������ÿ48��һ����
(4)�ձ�����RX240 NEW��EST���ܷ�ɴ��
�û��Ľ��ܷ�װ�ñ���װ��RX240NEWϸɴ��ǣ��ϵͳ��ǰ�����²�Ϊÿ4��һ�ڣ��ɸ�ѹ�����ۡ����ƤȦ��ǰ������������ɵĽ�ϼ����ý�ϼ����蹤���ɷ���IJ�װ�������ֵ�ǰ��������ͨ��������͵Ĵ������ֽ������������ƤȦ����ǰ����������������ѹ�����ܵ���װ�������������ϲ�����������Ƶ������ÿ48��һ�Ρ�
(5)�¹�����˾700 AirComTex���ܷ�ɴ��
�û����ܷ�װ�����ڲ�֮ͬ�����伯�����粿λ�ڷ�ɴ�������ϲ�����ɴ������������ǣ����ɸ�ѹ�������������伯�۵��ϲ����ƤȦ���档���ڴ��ƤȦ�Ŀ��С��ʹ����ǰ���������ȵõ������Լ�С�����⣬�ڼ�������ǣ�������뼯�������䣬���б任���֡���ͨ��ѡ�ò�ͬ���м䴫�����֣��ӹ����ֲ�ͬ����ά���ù�˾ǿ���˱���2mm���µ�ë�𣬶Է�֯���ղ�Ʒ�ĸ��������Լ����������Ƿdz���Ҫ�ġ�
4�������ͽ���
(1)���ܷĵõ���һ���ķ�չ����ҳ���չ���Ľ��ܷ���ʽ������ͬ����ë�۵��ֶ��Ϸ֣����������������ƤȦ���ϲ���ƤȦ�ȼ�����ʽ����������������IJ�λ���ڷ�ɴ�������²���Ҳ���ϲ��������Ĵ��������������뱻��֮�֡����Ƕ�ë��Ļ������ø�����ͬ��Ϊ�˺������ɱ����͡��ӹ�Ч��������ղ�Ʒ������ߵ�Ч����Ӧ�������о������⡣
(2)���ܷ�ɴ�������Ҳ�õ��˽�һ���ķ�չ������������﹫˾���ձ����﹫˾����չ�˲�װ�����ļ���װ�á��ڷĽ���ɴ����ͨɴ֮�������Ϊ���㡣������������﹫˾���ܵ���8����ʱ�䲻��1mm�����¹���ɭ��˾������ܷ�װ�ã��ص�ǿ���˶Դ�ͳϸɴ���ĸ��졣
(3)��γ��֯��е�ɷ�����˾���Ϻ����Ļ��ɷ�����˾��չ���˼�����ɴװ�ã���չ����������û�����ʹ���������������ɴװ�������ڳ��졣
(4)ϸɴ������������������������ڹ�ɴ�ĸ������ơ�
(5)ϸɴ������������塢���ӷֿ������ɷ����ɴ���յĵ�����
(6)ǰ�������С��������������ֿ�ʹ��ɴ���յĵ����������ף������ַ�ʽ�ķ�ɴ�����д���һ������֤��












