ժҪ����Ҫ�����˿�Ħ�ķ�ɴԭ������·����A(Perla-A)װ�õĹ�����������ͨ��������ʵ���������������ж��⼸��ɴ���ë��仯���ƣ�����˵��ë��ĵ����ǿ�Ħ������·����A��������ϡ�
�ؼ��ʣ���Ħ�ģ���·����A��ë����������������Ԫ����
0 ����
ɴ��ë���ر�����Щ�ϳ���ë�𣩵Ķ��٣�����Ӱ��ɴ�߱��������ܺ�����������Ӱ���֯����ӹ����̵�˳�����С�ë��Ķ��ٻ�ֱ��Ӱ����ά��ǿ������ϵ����ͬʱ��ë����֯����۵Ĺ�ࡢ��������ˬ������أ��ر��Ƕ����Ҫ��ϸߵ�֯��Ӱ��������ԡ��������Ľ�������������ˮƽ�IJ�����ߣ�������������ë��Ҳ��Ϊ���������˵���Ҫ�ο�ָ��֮һ���ر��Ƕ���ЩҪ��ˬ�ĸߵ�֯��縮����֯��ȣ���������ˡ�
����������ɴ��ë����о���Ҫ������ԭ�ϵĺ������á���ɴ���յĸ��£�����������ϸɴ���ĸ��졢��˿Ȧ���ͺź���״��ѡ���Լ�ϸɴ���ϵļ����������õȷ��档������ʹë����ٵ������ʵı仯�ķ�����һֱû���ҵ���ë��������Ȼ�谭ɴ����������ߡ�
���RIETER���ʹ��MURATEC����ϸɴ��Ħ��ɴ������Comfor Spin������Ͳ����ë�����·����Perla-A��װ�ã�ʹ�ó�ɴë��ļ��ٺ���������ָ������һ��ͻ���Ե���ߣ��ر��ǶԷ�֯����ӹ��ɸߵ�֯��ṩ�������ı�֤��
1 ë�����̬���ֲ����ɡ�������ͨ���ĸĽ���ʩ
1.1 ë����̬����ͷֲ�����
�������ë�����̬��ͬ���з��࣬���Է�Ϊ˳��ë�𡢵���ë������ë�������ë�𡣡�˳��ë������ά��˳��ɴ����������ë�𣬷�֮Ϊ������ë�𡱣�˳����ֲ���Ϊ������ë�𡱣�������ά���ۣ�ճ����ɴ������ֲ���ë���Ϊ������ë�𡱡�
ϸɴ��ë��ֲ�������˳��ë��Լռ75��������ë��Լռ20�����ң�����ë��ռ0.4����1��������ë��Լռ3����6����
1.2 ë��ķ�����ͨ���ĸĽ���ʩ
��ɴë����γɣ��ر���˳��ë����Ҫ����ϸɴ�ļ������γɵġ���ë��Ķ��٣������ɴԭ�ϵij��ȡ�ϸ���Լ�������йأ�����Ҳ���ɴ���ա���е�����ͳ�����ʪ�ȵȶ��кܴ�Ĺ�ϵ��
ͨ���ĸĽ���ʩ�ǣ�
��1��ԭ��������ɴ�������Ļ�������άԽϸ����ͬ��������ɴ����ά����Խ�࣬��ͷβ�˱�¶�����Ŀ����Ծ�Խ����ά�̶������Խ�ɴ��ë���Խ�ࡣֻ�п��ƺ�ԭ�ϣ�����Ϊ����ë����һ�����õĻ�����
��2�������ƶ�ǰ�ķ�ɴ���գ���������е���άƽ����ֱ�ȣ������ų����ޣ�����ɴ��ë��IJ�����
��3����ϸɴǰǣ���������ü�������������ά����ɢ������ë��ķ����ʣ�
��4���ڷ�ɴ���������У������ܼ���ɴ����ͨ�����ĥ�𣬷�ֹɴ��ë�����ӣ�
��5������ѡ����졢��˿Ȧ����״���ͺţ�ʹ��ɴ��ë����ٵ���ͳ̶ȡ�
���ϴ�ʩ��һ���̶���Ϊ����ë��춨�����ۺ�ʵ����������Ħ�ĺ���·��-A������������������Ͽ���˸����Ե�һ����ʹ��ɴ��ë��ļ��٣��ﵽ��ǰ��δ�еľ��硣
2 ��Ħ������·��-Aװ�õķ�ɴԭ�����
2.1 ��Ħ�ģ�Comfor Spin����ɴ����
��ͼ1��ʾ����Ħɴ���ܶ���ë���ɴ�߽ṹ���γɣ���Ҫ��ǣ������ɢ�����ھ�������ն�������ѹ��������ʱ��ͨ�����������ļ���Ԫ�����������Ŀ��������ʹ��������ѹ��������ʹ����ά�����ܵر�����һ�𣬴���С�˼����������Ŀ��Ⱥ�����¶����ά��������˿�Ħɴ��ë�𱻴����١�
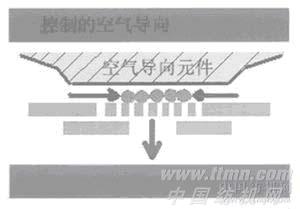
ͼ1��Ħ�ķ�ɴ����
2.2 ��·��-A��Perla-A��װ�õĹ���ԭ��
����ɴ���Զ���Ͳ���ϸ�������ʱ��ͨ����ϸɴ���ķ�ɴ�ٶȸ�50��100������������ë��Ҫ������Ͳǰ�Ĺ�ɴë�����ӽϴ�����������£����﹫˾Ϊ��������ͻ�����Ҫ���������͵��Զ���Ͳ���ϼ�װ����·��-A��Perla-A�������ֶ��ص�ë�����װ�á���·����Aװ�õ���Ҫ������ͼ2��ʾ������ѹ�������ܵ����������մɿ�ȹ��ɡ�
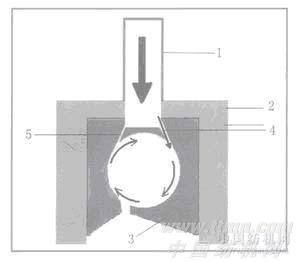
ͼ2��·����Aװ�õ���Ҫ����
1-ѹ�������ܵ���2-��·��-A������3-�մɿ飻
4-�������ף�1������5-���������ף�2������
����ɴ����ͨ����·��-Aװ�õ��մɿ���ǻʱ��ѹ���������ش�ѹ��������ѹ�������ܵ���1�����������ף�4�������մɿ���ǻ�������γɸ�����ת���������������ڸ�����ת�����������£�ɴ���ϵ�ë���ر��ǽϳ�ë���������Ĵ����£�����ɴ�����ɽ�����ת�����������棬�����Ͳɴ����������ߵ�һ���µĽΡ�ɴ�ߵ���۱Ƚϼ�ͼ3��
ͼ3 ��Ħ��ɴ��һ��ɴ����۶Ա�
3 ��Ħ������ͨ�����Ĺ�ɴ��ë�����Ա�
�����豸��RIETER��ͨ�����ģ�G5/1����RIETER�Ŀ�Ħ�Ļ���K44���������ڷ���ͬƷ��ʱ�����ȡ�ǣ�챶���Ͷ�����ͬ��
������ϣ������ɴ������Ϊϸ���ޣ���CJ18.2tex��CJl4.5tex��ɴ������Ϊ������ɴ���ֱ��CJl2tex��CJ9.7tex��CJ7.3tex��CJ5.8tex��ɴ��ÿ��Ʒ�ֵ�ϸɴ����10����
��������������ĵ�������YGl72��ë���Dz��ԣ��ٶ�Ϊ30m/min��Ƭ�γ���Ϊl0m��ÿ�ܲ���10�Σ��������ݼ���l����
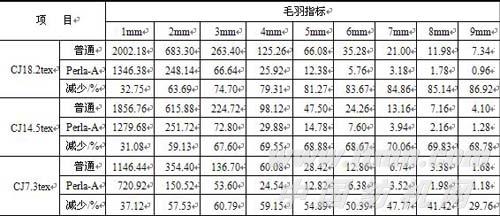
��1 ��Ħ������ͨ�����Ĺ�ɴ�Ա�
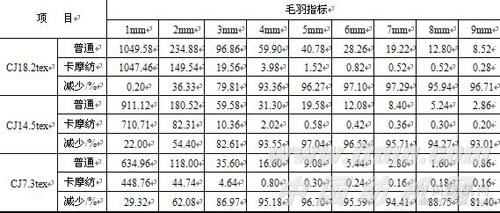
���ݱ�1���Ǵ��з������Եó�����Ħ������ͨ�����Ĺ�ɴ�Աȣ�
��1��ë��ָ�������Եĸ��ƣ�
��2��Խ�ǽϳ�ë�𣬸��Ƶķ���Խ���ر���3mm���ϵ�ë��
��3����Ħ�Ķ���ë��ĸ�����ɴ�����и���Χ��Խ��ϸ�Ÿ��Ƶ�ҲԽ���ԡ�
4 ��·��-Aװ�öԿ�Ħ�ĺ���ͨ������ɴ��ë���Ӱ��
4.1 ����ͨɴ��ë���Ӱ��
����ķ���������ͬ��RIETER G5/1ϸɴ�����ĵ�ϸɴ�ڲ�ͬ����Ͳ���ϣ���ͨ��Ͳ����MurataNo.7-����·-Aװ�õ���Ͳ����MurataNo..7V-������ɴ���ٶ�Ϊ1000m/min����������������ϸɴ��ͬ����Ͳ����ë����Աȣ�����2����
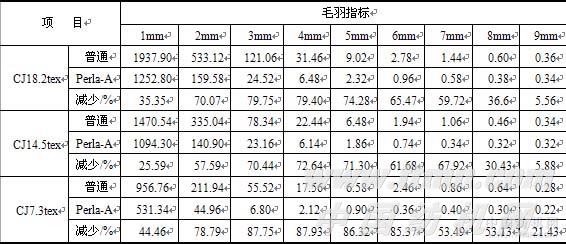
��2 ��ͨɴ����Ͳ��ë����Ա�
�ӱ�2���Ƿ������Եó�����·��-A��Perla-A��װ�õ��ŵ��У�
��1���Գ�ë��ĸ��Ʒ���Ҫ���ڶ�ë��
��2���Դֺ�ɴ��ë��ĸ���Ҫ����ϸ��ɴ��ë���ɴ�ߡ�
4.2 �Կ�Ħ��ɴ��ë���Ӱ��
���鷽��ͬ�ϣ���������ΪRIETER K44����Ħ�ģ��ĵ�ϸɴ��ͨ����3�������������ص㣺
��1��ë������õ����ƣ�
��2����Ħɴ�ij�ë����Խ��٣��������м䳤�ȵ�ë������������ԽϺá�
��3 ��Ħ��ɴ��Ͳ��ë����Ա�
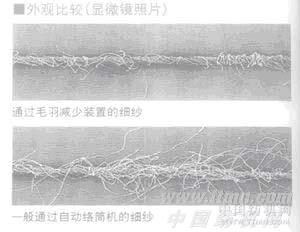
4.3 ��·��-A�Ŀ�Ħ��ɴ����ͨ������ɴë��ıȽϣ�����4��
��4 ʹ����·��-A�Ŀ�Ħ��ɴ����ͨ������ɴë��ıȽ�
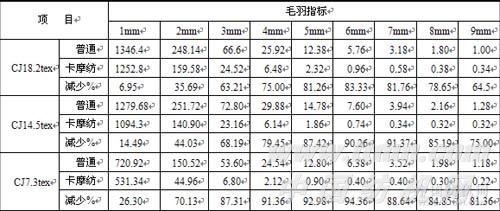
��4��ַ�ӳ��ʹ����·��-Aװ�üӹ����Ŀ�Ħɴë����١�
5 ��ë��ɴ���ں�������е�����
��ë��ɴ�߲�������ɴ���������µĻ�����ͬʱҲΪ֯�켰֯���Ĺ��������������
��1����Ч�������֯��������֯����������Ч�ʣ�
��2����ɴ�Ͻ����ܹ�����50�������Խ��ͽ��ϵijɱ��������佬�ʣ�
��3����ë��ɴ��ʹ���ڼӹ������У��ɻ�����С��֯�ﲻ����Ʒ������ߣ�
��4����ë��ɴ�ߵij��֣���ë�����������ᡣ
6 ������
���Ľ����˿�Ħ�ĺ���·��-A��Perla-A��װ�ü���ɴ��ë����߳�ɴ�����Ļ���ԭ�����ص���ͨ���������������ֿ�Ħ��ɴ�ߺ���ͨɴ������Ͳ������ë��ı仯�����Կ��������ľ��Dz�����·��-A����ͨɴ�ߣ��Ժ����ͨɴ�ߺ���ͨ��Ͳ��������ɴ�߽����г��н�����ȫʧȥ��������δ���ķ�֯������ѡĿ������ÿ�Ħ�ķ�ɴ�����ٽ����·��-Aװ������ɴ�ߣ�����������Խ��Խ�ߵ�����












